 Бизнес-Блог Блоготей Бизнес-Блог «Блоготей» — информационный блог о бизнесе и финансах. Полезные статьи и новости из мира бизнеса, финансов, банков, экономики, инвестиций.
Бизнес-Блог Блоготей Бизнес-Блог «Блоготей» — информационный блог о бизнесе и финансах. Полезные статьи и новости из мира бизнеса, финансов, банков, экономики, инвестиций. 
Производственный контроль | «ТрудКонсалтингГрупп» — специальная оценка условий труда (аттестация рабочих мест) в Москве и по всей России
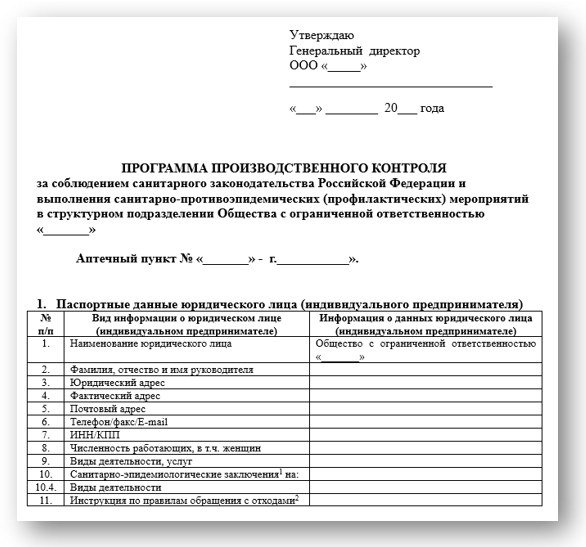
Производственный контроль – контроль за соблюдением санитарно-эпидемиологических требований и выполнением санитарно-противоэпидемических (профилактических) мероприятий в процессе производства, хранения, транспортировки и реализации продукции, выполнения работ и оказания услуг осуществляется индивидуальными предпринимателями и юридическими лицами в целях обеспечения безопасности и (или) безвредности для человека и среды обитания таких продукции, работ и услуг.
Сотрудники ООО«Трудконсалтинггрупп» разработают для Вас программу производственного контроля с учетом специфики деятельности Вашей организации и проведут все необходимые мероприятия для выполнения программы.
Программа производственного контроля (ППК) определяет сроки и полноту проведения производственного контроля за соблюдением санитарных правил и выполнением санитарно-противоэпидемических (профилактических) мероприятий.
ППК включает в себя:
- Сведения об организации
- Перечень санитарных норм и правил, утвержденных для данной отрасли
- Перечень физических и химических факторов, а также, объектов подлежащих контролю
- Периодичность проведения контроля каждого фактора
- Перечни должностей, подлежащих предварительным и периодическим медицинским осмотрам
- Разработанная программа (план) производственного контроля утверждается руководителем организации, индивидуальным предпринимателем либо уполномоченными в установленном порядке лицами.
- Мероприятия по проведению производственного контроля осуществляются юридическими лицами и индивидуальными предпринимателями. Ответственность за своевременность организации, полноту и достоверность осуществляемого производственного контроля несут юридические лица, индивидуальные предприниматели.
- Юридические лица и индивидуальные предприниматели представляют информацию о результатах производственного контроля по запросам органов, уполномоченных осуществлять государственный санитарно-эпидемиологический надзор.

Наша компания оказывает услуги по:
- Разработке программ производственного контроля
- Осуществлению инструментальных замеров факторов производственной среды и оформлению протоколов производственного контроля.
Разрешительная документация
Проведение производственного лабораторного контроля | Прометей, Екатеринбург в Екатеринбурге
Законодательство РФ обязывает работодателей обеспечивать безопасные условия труда и защиту окружающей среды от вредного воздействия результатов хозяйственно-экономической деятельности. Компания «Прометей» оказывает профессиональные услуги по проведению производственного лабораторного контроля для проверки соблюдения установленных норм.
В соответствии с требованиями Санитарных правил 1.1.1058-01 юридические лица и ИП в зависимости от характера осуществляемой деятельности обязаны выполнять требования санитарного законодательства.
Проведение периодического производственного контроля путем лабораторных исследований необходимо для следующих категорий лиц:
- предприятий пищевой промышленности и общественного питания;
- медицинских центров и клиник;
- салонов красоты;
- организаций производственной торговли;
- прачечных и химчисток;
- зон отдыха.
Объем и периодичность устанавливаются согласно санитарно-эпидемиологическим характеристикам деятельности предприятия, наличием вредных производственных факторов и степенью их воздействия на окружающую среду, жизнь и здоровье человека. Под лабораторный контроль попадают объекты административного, складского, производственного и хозяйственно-бытового назначения.
Для проведения исследований предприятие привлекает независимую лабораторию, прошедшую аккредитацию в установленном законом порядке.
Правом проведения производственного лабораторного контроля наделяются исследовательские центры, аккредитованные в одной из следующих систем:
- Росаккредитация,
- ГОСТ Р,
- ДССОТ,
- ССОТ,
- СААЛ,
- САРК.
Качественное проведение ПЛК невозможно без необходимых средств измерений и анализа, а также специально обученных кадров.
Какие факторы учитываются при проведении производственного лабораторного контроля?
Лабораторный анализ включает исследование следующих физико-химических и биологических показателей:
- Микроклимата помещений (температура воздуха, влажность, скорость движения воздуха).
- Шума и вибрации (интенсивность, степень неблагоприятного воздействия).
- Световой среды (коэффициенты искусственного и естественного освещения, яркость, равномерность, спектр).
- Электростатического и электромагнитного излучений.
- Ионизирующего излучения.
- Воздуха рабочей зоны (степень запыленности и загазованности, наличие химических примесей).
- Напряженности и тяжести труда.
- Сточных и атмосферных выбросов.
Проведение ПЛК требует оформления протоколов исследования с подписью специалистов, осуществляющих замеры и анализы проб. На их основании дается заключение о соответствии (превышении) параметров, которые могут привести к развитию профзаболеваний работников предприятия. Руководствуясь приведенными показателями, работодатель проводит корректирующие мероприятия по устранению негативных факторов.
Периодичность проведения производственного лабораторного контроля составляет не реже 1 раза в год. Исключением является анализ микроклимата помещения — он проводится 2 раза в год, в летнее и зимнее время.![]() На периодичность измерения воздуха рабочей зоны влияет также степень опасности выделяемых в производстве веществ. В зависимости от этого контроль проводится от одного раза в 10 дней до одного раза в 6 месяцев. Исследование должно осуществляться беспрерывно, а результаты храниться в организации.
На периодичность измерения воздуха рабочей зоны влияет также степень опасности выделяемых в производстве веществ. В зависимости от этого контроль проводится от одного раза в 10 дней до одного раза в 6 месяцев. Исследование должно осуществляться беспрерывно, а результаты храниться в организации.
Информация о стоимости
| Проведение производственного лабораторного контроля | |||
|---|---|---|---|
| 1. Электромагнитные и другие виды неионизирующих излучений | |||
| 1.1. | Электромагнитное излучение радиочастотного диапазона | 1 точка | 150,00 |
| 1.2. | Электромагнитные поля очень низких частот | 1 точка | 150,00 |
| 1.3. | Электромагнитные поля высоких частот | 1 точка | 150,00 |
| 1.4. | Магнитное поле промышленной частоты 50 Гц | 1 точка | 150,00 |
1. 5. 5. | Электрическое поле промышленной частоты 50Гц | 1 точка | 150,00 |
| 1.6. | Постоянное магнитное поле | 1 точка | 150,00 |
| 1.7. | Ультрафиолетовое излучение | 1 точка | 150,00 |
| 1.8. | Напряженность электростатического поля | 1 точка | 150,00 |
| 2. Микроклимат | |||
| 2.1. | Микроклимат (скорость движения воздуха, температура, относительная влажность) | 1 точка | 100,00 |
| 2.2. | Температура поверхностей | 1 точка | 100,00 |
| 2.3. | Интенсивность теплового облучения | 1 точка | 100,00 |
| 2.4. | Индекс тепловой нагрузки среды | 1 точка | 100,00 |
| 2.5. | Инфракрасное излучение | 1 точка | 100,00 |
| 3. Шум | |||
| 3.1. | Уровень звука постоянный | 1 точка | 140,00 |
3. | Эквивалентный уровень звука | 1 точка | 140,00 |
| 3.3. | Максимальный уровень звука | 1 точка | 140,00 |
| 3.4. | Инфразвук | 1 точка | 140,00 |
| 3.5. | Ультразвук | 1 точка | 140,00 |
| 4. Вибрация | |||
| 4.1. | Вибрация локальная | 1 точка | 180,00 |
| 4.2. | Вибрация общая | 1 точка | 180,00 |
| 5. Световая среда | |||
| 5.1. | Коэффициент естественного освещения | 1 точка | 90,00 |
| 5.2. | Освещенность рабочей поверхности | 1 точка | 90,00 |
| 5.3. | Коэффициент пульсации | 1 точка | 90,00 |
| 5.4. | Яркость | 1 точка | 90,00 |
| 6. Воздух рабочей зоны | |||
| 6.1. | Определение концентраций вредных веществ индикаторными трубками | 1 исследование | От 100,00 |
6. 2. 2. | Определение концентрации аэрозолей преимущественно фиброгенного действия | 1 исследование | От 250,00 |
| 7. Ионизирующее излучение | |||
| 7.1. | 1 исследование | 450,00 | |
| 8. Смывы с кожных покровов | |||
| 8.1. | Смывы с кожных покровов (танин) | 1 исследование | 400,00 |
| 9. Факторы трудового процесса | |||
| 9.1. | Напряженность трудового процесса | 1 рабоч. место | 200,00 |
| 9.2. | Тяжесть трудового процесса | 1 рабоч. место | 200,00 |
Условия сотрудничества и порядок оформления
Исходными данными для проведения производственного лабораторного контроля является наличие у заказчика утвержденной руководителем предприятия программы. На ее основании осуществляются расчет стоимости и оценка продолжительности работ по проведению инструментальных измерений. Отсутствие такой программы усложняет задачу определения объема необходимых измерений.
Отсутствие такой программы усложняет задачу определения объема необходимых измерений.
Проведением инструментальных измерений в рамках производственного лабораторного контроля могут заниматься лишь зарегистрированные в качестве юридического лица испытательные лаборатории, прошедшие аккредитацию в Национальной системе аккредитации. Лаборатория должна владеть необходимыми средствами измерений, прошедшими обязательную периодическую поверку. Также в штате лаборатории должны быть квалифицированные специалисты, прошедшие обязательное обучение на право проведения измерений в объеме не менее 40 часов. Лаборатории, не имеющие аттестата аккредитации, заниматься проведением измерений и подготовкой протоколов не имеют права.
Порядок проведения производственного лабораторного контроля состоит из двух этапов:
- Разработка программы производственного лабораторного контроля, если таковая ранее не разрабатывалась.
- Проведение инструментальных измерений факторов производственной среды на рабочих местах с оформлением протоколов.

Срок разработки программы составляет 1-3 дня в зависимости от кол-ва профессий. Проведение измерений и оформление протоколов занимают в среднем 1-5 дней.
Лаборатория ООО «Прометей» имеет аккредитацию на все необходимые замеры в объеме лабораторного контроля, имеет в собственности все средства измерений, проходящие обязательную ежегодную поверку, а также штат квалифицированных специалистов. Наша компания работает на рынке более 8 лет, что подтверждает наличие опыта практических работ в объеме оказываемых услуг, и готова оказать услуги по разработке программы производственного лабораторного контроля с последующим проведением инструментальных измерений.
Почему стоит доверить проведение производственного лабораторного контроля ООО «Прометей»?
Компания имеет собственную испытательную аккредитованную лабораторию и все необходимые средства измерения, обеспечивающие точные замеры факторов. Сертифицированное оборудование проходит обязательную проверку качества, поэтому мы гарантируем достоверность полученных данных. В штате компании числятся только компетентные специалисты с многолетним стажем работы. Среди них есть врачи-гигиенисты с богатым опытом проведения лабораторного контроля и оценки производственных факторов.
В штате компании числятся только компетентные специалисты с многолетним стажем работы. Среди них есть врачи-гигиенисты с богатым опытом проведения лабораторного контроля и оценки производственных факторов.
Кроме того, специалисты компании разработают для вас программу производственного контроля. В ней содержится обширный спектр вопросов, каждый из которых требует глубокого познания в области санитарно-эпидемиологического законодательства. Опытный санитарный врач-гигиенист точно составляет программу и определяет перечень факторов, подлежащих контролю. Наша структура работает на организацию, а не против нее. Узнать дополнительную информацию об услуге можно в разделе сайта «Разработка программы производственного лабораторного контроля».
Сколько стоит проведение производственного лабораторного контроля?
Цена услуги зависит от факторов, требующих анализа и оценки, а также системы точек динамического контроля. Уточнить стоимость проведения работ и разработки программы ПЛК можно по телефону горячей линии или электронной почте.
Рассчитать стоимость проведения СОУТ
протокол производственного контроля образец – Telegraph
Протокол Производственного Контроля образец Инструкции и бланкиСсылка: протокол производственного контроля образец
протокол производственного контроля образец
Программа производственного контроля разрабатывается на опытного образца техническому заданию, технической документации. к результатам производственного экологического контроля относятся протоколы. Если в деятельности предприятия возникают изменения, в план вносят дополнения. Обычно они касаются структуры штата, технологий производства, иных существенных изменений, которые оказывают влияние. Обязанность по организации и осуществлению производственного контроля лежит на всех без исключения работодателях, в соответствии со статьей. Программа (примерная) организации и проведения производственного контроля за соблюдением санитарных правил и выполнением санитарно-противоэпидемических. Программа производственного контроля соблюдения санитарных правил и норм, проведения санитарно-противоэпидемических (профилактических) мероприятий в негосударственном образовательном учреждении дополнительного профессионального образования формула. Предприятия, имеющие наемных работников, должны составлять программы производственного контроля. В чем заключается специфика данных документов? как может выглядеть пример типовой программы соответс. Программа производственного контроля за соблюдением требований удвоенное количество образцов, проводится дополнительный контроль иметь на борту копию протокола результатов измерений уровней шума,. Если вы ищите программы производственного контроля для примера и образца, то здесь представлен комплект программ производственного контроля, которые можно скачать бесплатно.
Программа производственного контроля соблюдения санитарных правил и норм, проведения санитарно-противоэпидемических (профилактических) мероприятий в негосударственном образовательном учреждении дополнительного профессионального образования формула. Предприятия, имеющие наемных работников, должны составлять программы производственного контроля. В чем заключается специфика данных документов? как может выглядеть пример типовой программы соответс. Программа производственного контроля за соблюдением требований удвоенное количество образцов, проводится дополнительный контроль иметь на борту копию протокола результатов измерений уровней шума,. Если вы ищите программы производственного контроля для примера и образца, то здесь представлен комплект программ производственного контроля, которые можно скачать бесплатно.
Протокол Производственного Контроля образец Инструкции и бланки
Обязанность по организации и осуществлению производственного контроля лежит на всех без исключения работодателях, в соответствии со статьей. Производственный контроль это один из элементов системы, которая обеспечивает санитарно-эпидемиологическое благополучиеее не нужно согласовывать региональным подразделением роспотребнадзора. Образец программы производственного контроля. Основными задачами производственного контроля на предприятиях пищевой санитарно-эпидемиологическое заключение установленного образца, контроля в необходимом объеме (журналы и протоколы исследований,. Основными задачами производственного контроля на предприятиях пищевой санитарно-эпидемиологическое заключение установленного образца, контроля в необходимом объеме (журналы и протоколы исследований,. Программа производственного контроля за соблюдением требований удвоенное количество образцов, проводится дополнительный контроль иметь на борту копию протокола результатов измерений уровней шума,. 26 дек 2019 производственного контроля за соблюдением санитарных норм и правил, протоколы производственного лабораторного контроля. Программа производственного контроля разрабатывается на опытного образца техническому заданию, технической документации.
Производственный контроль это один из элементов системы, которая обеспечивает санитарно-эпидемиологическое благополучиеее не нужно согласовывать региональным подразделением роспотребнадзора. Образец программы производственного контроля. Основными задачами производственного контроля на предприятиях пищевой санитарно-эпидемиологическое заключение установленного образца, контроля в необходимом объеме (журналы и протоколы исследований,. Основными задачами производственного контроля на предприятиях пищевой санитарно-эпидемиологическое заключение установленного образца, контроля в необходимом объеме (журналы и протоколы исследований,. Программа производственного контроля за соблюдением требований удвоенное количество образцов, проводится дополнительный контроль иметь на борту копию протокола результатов измерений уровней шума,. 26 дек 2019 производственного контроля за соблюдением санитарных норм и правил, протоколы производственного лабораторного контроля. Программа производственного контроля разрабатывается на опытного образца техническому заданию, технической документации. к результатам производственного экологического контроля относятся протоколы. Производственный контроль занимает важное место в комплексе мер по обеспечению безопасности условий труда. В настоящей статье рассмотрим, что такое программа, а также приведем образец программы производственного контроля на предприятии 2019.
к результатам производственного экологического контроля относятся протоколы. Производственный контроль занимает важное место в комплексе мер по обеспечению безопасности условий труда. В настоящей статье рассмотрим, что такое программа, а также приведем образец программы производственного контроля на предприятии 2019.
https://telegra.ph/Fifty-Shades-Freed-2019—IMDb-06-23
https://telegra.ph/pravila-obrabotki-yaic—Centr-gigieny-i-ehpidemiologii-v-06-24
https://telegra.ph/Prometej-Istoriko-biograficheskij-almanah-serii-ZHiz—YouTube-06-24
https://telegra.ph/Skachat-Film-Dvizhenie-vverh-2019-cherez-torrent-06-24
https://telegra.ph/Pomelcov-rentgenodiagnostika-tuberkuleza-legkih-skachat-knigu-06-24
https://telegra.ph/Allwinner-A23-Q8H-GT90h-CyanogenMod-Developement—peku33-06-24
https://telegra.ph/F%D1%96zkulthvilinki-dlya-urok%D1%96v-Osv%D1%96taUA-06-23
https://telegra.ph/Skachat-Pony-Creator-FULL-APK-214-Sozdajte-svoego-06-23
https://telegra. ph/akt-proverki-dyhatelnogo-klapana-rezervuara-06-23
ph/akt-proverki-dyhatelnogo-klapana-rezervuara-06-23
https://telegra.ph/Obrazec-pisma-na-okazanie-sponsorskoj-pomoshchi-detskomu-sadu-06-23
https://telegra.ph/raspisanie-ehkzamenov-gete-institut-saratov-06-23
| № п/п | Вид измерений | Стоимость одного измерения, руб | Методика измерений | Нормативный документ |
| МИКРОКЛИМАТ (ПРОИЗВОДСТВЕННЫЙ КОНТРОЛЬ) | ||||
| 1 | Температура, относительная влажность, скорость движения воздуха | 300 | СанПиН 2.2.4.3359-16 | |
| 2 | Интенсивность теплового излучения, индекс тепловой нагрузки среды | 100 | СанПиН 2.2.4.3359-16 | |
| СВЕТОВАЯ СРЕДА (ПРОИЗВОДСТВЕННЫЙ КОНТРОЛЬ) | ||||
| 3 | Коэффициент естественной освещенности (КЕО) | 100 | СанПиН 2.2.4.3359-16 | |
| 4 | Освещенность рабочей поверхности | 100 | СанПиН 2. 2.4.3359-16 2.4.3359-16 | СанПиН 2.2.4.3359-16 |
| 5 | Коэффициент пульсации освещенности | 100 | СанПиН 2.2.4.3359-16 | |
| 6 | Яркость рабочей поверхности | 100 | СанПиН 2.2.4.3359-16 | СанПиН 2.2.4.3359-16 |
| ВИБРОАКУСТИЧЕСКИЕ ФАКТОРЫ (ПРОИЗВОДСТВЕННЫЙ КОНТРОЛЬ) | ||||
| 7 | Шум (эквивалентный + максимальный уровни, частотный спектр) | 350 | МУ 1844-78 | |
| 8 | Инфразвук | 380 | СанПиН 2.2.4.3359-16 | СанПиН 2.2.4.3359-16 |
| 9 | Ультразвук воздушный | 400 | СанПиН 2.2.4.3359-16 | |
| 10 | Вибрация локальная 3-х компонентная (в трех осях X,Y,Z) | 450 | МУ 3911-85 | |
| 11 | Вибрация общая 3-х компонентная (в трех осях X,Y,Z) | 450 | МУ 3911-85 | |
| ХИМИЧЕСКИЕ ФАКТОРЫ (ПРОИЗВОДСТВЕННЫЙ КОНТРОЛЬ) | ||||
| 12 | Измерения индикаторными трубками – “экспресс-анализ” | 700 | ГН 2.2.5.1313-03 | |
| 13 | Измерения прибором ГАНК-4 (оптроннофотометрический, термокаталитический, электрохимический, сорбционный, твердоэлектролитический методы) | 800 | ГН 2.2.5.1313-03 | |
| 14 | Газовая хроматография и атомно-абсорбционная спектроскопия | 2 500 | В соответствии с областью аккредитации | |
| 15 | Спектрофотометрический метод | 1 500 | МУК 4.1.1627, МУ 2243 | ГН 2.2.5.1313-03 |
| ПЫЛЬ И АЭРОЗОЛИ (ПРОИЗВОДСТВЕННЫЙ КОНТРОЛЬ) | ||||
| 16 | Аэрозоли преимущественно фиброгенного действия, пыли растительного и животного происхождения (фотоэлектрический метод) | 500 | ГН 2.2.5.1313-03 | |
| НЕИОНИЗИРУЮЩИЕ ПОЛЯ И ИЗЛУЧЕНИЯ (ПРОИЗВОДСТВЕННЫЙ КОНТРОЛЬ) | ||||
| 17 | Электростатическое поле, постоянное магнитное поле, поля промышленной частоты, переменное электромагнитное поле, поля от ПЭВМ, электромагнитные поля радиочастот | 350 | СанПиН 2.2.4.3359-16 | |
| 18 | Лазерное излучение | 500 | МУ 5309-90, ГОСТ Р 12. 1.031-2010 1.031-2010 | СанПиН 2.2.4.3359-16 |
| 19 | Ультрафиолетовое излучение | 500 | СанПиН 2. 2.4.3359-16, СН 4557-88, Р 50.2.053-2006 2.4.3359-16, СН 4557-88, Р 50.2.053-2006 | СанПиН 2.2.4.3359-16 |
| ИОНИЗИРУЮЩИЕ ИЗЛУЧЕНИЯ (ПРОИЗВОДСТВЕННЫЙ КОНТРОЛЬ) | ||||
| 20 | Мощность и доза гамма и рентгеновского излучения | 500 | РЭ дозиметра-радиометра МКС-АТ6130, № 25206-03 в ГРСИ | |
| 21 | Плотность потока бета-частиц | 300 | РЭ дозиметра-радиометра МКС-АТ6130, № 25206-03 в ГРСИ | |
 2.4.3359-16″ data-order=»СанПиН 2.2.4.3359-16″>СанПиН 2.2.4.3359-16
2.4.3359-16″ data-order=»СанПиН 2.2.4.3359-16″>СанПиН 2.2.4.3359-16 2.4.3359-16″ data-order=»СанПиН 2.2.4.3359-16″>СанПиН 2.2.4.3359-16
2.4.3359-16″ data-order=»СанПиН 2.2.4.3359-16″>СанПиН 2.2.4.3359-16 2.4.3359-16″ data-order=»СанПиН 2.2.4.3359-16″>СанПиН 2.2.4.3359-16
2.4.3359-16″ data-order=»СанПиН 2.2.4.3359-16″>СанПиН 2.2.4.3359-16 2.4.3359-16″ data-order=»СанПиН 2.2.4.3359-16″>СанПиН 2.2.4.3359-16
2.4.3359-16″ data-order=»СанПиН 2.2.4.3359-16″>СанПиН 2.2.4.3359-16 2.4.3359-16″ data-order=»СанПиН 2.2.4.3359-16″>СанПиН 2.2.4.3359-16
2.4.3359-16″ data-order=»СанПиН 2.2.4.3359-16″>СанПиН 2.2.4.3359-16 2.4.3359-16″ data-order=»СанПиН 2.2.4.3359-16″>СанПиН 2.2.4.3359-16
2.4.3359-16″ data-order=»СанПиН 2.2.4.3359-16″>СанПиН 2.2.4.3359-16 3359-16″ data-order=»СанПиН 2.2.4.3359-16″>СанПиН 2.2.4.3359-16
3359-16″ data-order=»СанПиН 2.2.4.3359-16″>СанПиН 2.2.4.3359-16 1.014-84″ data-order=»ГОСТ 12.1.014-84″>ГОСТ 12.1.014-84
1.014-84″ data-order=»ГОСТ 12.1.014-84″>ГОСТ 12.1.014-84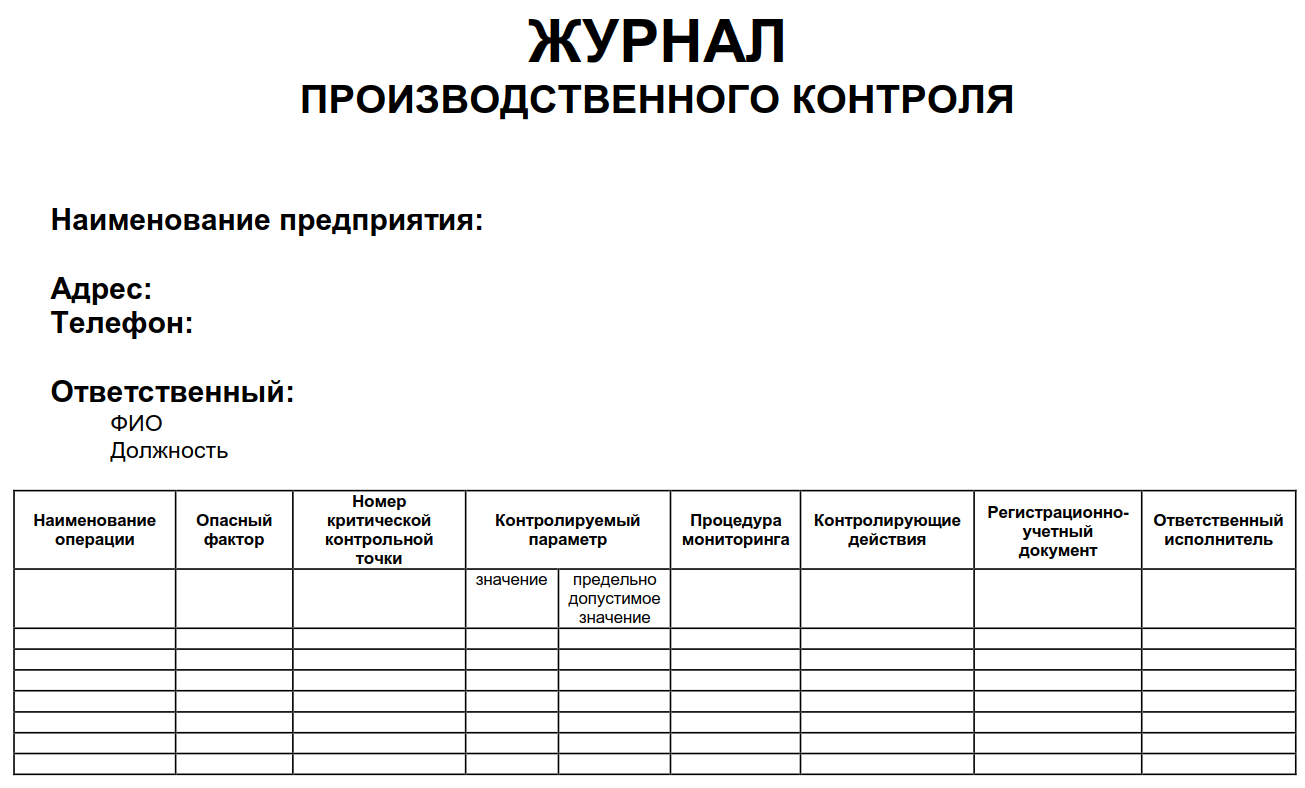 2.5.1313-03″ data-order=»ГН 2.2.5.1313-03″>ГН 2.2.5.1313-03
2.5.1313-03″ data-order=»ГН 2.2.5.1313-03″>ГН 2.2.5.1313-03 830.000. Аэрокон-П, № 21792-13 в ГРСИ» data-order=»РЭ ЭКИТ 6.830.000. Аэрокон-П, № 21792-13 в ГРСИ»>РЭ ЭКИТ 6.830.000. Аэрокон-П, № 21792-13 в ГРСИ
830.000. Аэрокон-П, № 21792-13 в ГРСИ» data-order=»РЭ ЭКИТ 6.830.000. Аэрокон-П, № 21792-13 в ГРСИ»>РЭ ЭКИТ 6.830.000. Аэрокон-П, № 21792-13 в ГРСИ 2.4.3359-16″ data-order=»СанПиН 2.2.4.3359-16″>СанПиН 2.2.4.3359-16
2.4.3359-16″ data-order=»СанПиН 2.2.4.3359-16″>СанПиН 2.2.4.3359-16 2.4.3359-16″ data-order=»СанПиН 2.2.4.3359-16″>СанПиН 2.2.4.3359-16
2.4.3359-16″ data-order=»СанПиН 2.2.4.3359-16″>СанПиН 2.2.4.3359-16 2.4.3359-16″ data-order=»СанПиН 2.2.4.3359-16″>СанПиН 2.2.4.3359-16
2.4.3359-16″ data-order=»СанПиН 2.2.4.3359-16″>СанПиН 2.2.4.3359-16Заказать программу производственного контроля в Санкт-Петербурге
Программа производственного контроля — это разработанный перечень мероприятий, с помощью которого наши специалисты доказывают, что предотвращают неблагоприятное воздействие вредных факторов трудового процесса на работников предприятий и организаций. Это локальный нормативный акт для всех видов бизнеса, по которому проводятся плановые и внеплановые проверки Роспотребнадзора. Подробно о программе для вашего бизнеса узнайте у специалиста по телефону +7 921 941-65-35. Консультации бесплатные.
Кто обязан разработать программу производственного контроля?
Коммерческие и некоммерческие организации, индивидуальные предприниматели, которые ведут следующие виды бизнеса:
- общественное питание,
- магазины всех видов,
- медицинские организации, медицинские пункты,
- аптечные учреждения,
- пищевые производства,
- салоны красоты, парикмахерские,
- бассейны,
- спортивные услуги,
- все виды образования для детей и взрослых,
- металлобработка,
- строительные организации,
- предприятия оптовой торговли,
- ритуальные услуги,
- банки,
- бани,
- промышленные предприятия,
- складские услуги,
- фармацевтические предприятия,
- лаборатории,
- химчистки, прачечные, бытовые услуги,
- офисы продаж и др.
Программа разрабатывается и утверждается руководителем до начала работы предприятия один раз, затем производятся дополнения и изменения в ней в установленных законом случаях.
Для чего нужно проведение производственного контроля?
Производственный контроль необходим для обеспечения:
- при открытии и во время деятельности различных видов бизнеса комплекса требований в сфере санитарно-эпидемиологического благополучия населения;
- безопасности технологических процессов предприятия. Например, для стоматологии, мероприятия, разработанные в программе, доказывают контролирующему государственному органу, что контроль качества оказываемых медицинских услуг соответствует требованиям законодательства.
- для предотвращения или ослабления влияния на окружающую среду вредного воздействия предприятий;
- для контроля качества изготавливаемой продукции на промышленных предприятиях.
По разработанной нашими специалистами программе производственного контроля наша лаборатория осуществляет следующие указанные в ней мероприятия для предприятий и организаций Санкт-Петербурга, Ленинградской области и других регионов России:
- Специалисты нашей лаборатории осуществляют выезды с целью отбора проб и материалов для проведения лабораторных исследований и испытаний в сроки, необходимые заказчику.
- Лабораторные исследования воды, воздуха, почвы, продуктов питания, сырья на бактериологические и химические показатели.
- Проверяем различные виды оборудования, вентиляционных систем на шум, вибрацию, ЭМИ.
- Проверяем освещенность, микроклимат и др. показатели.
- Выдаем экспертное заключение на протоколы лабораторных исследований.
- Консультируем по вопросам организации мер по улучшению показателей, приведению их в норму.
Объекты, подвергающиеся производственному контролю
Проводятся инструментальные замеры и лабораторные исследования на объектах, подвергающихся производственному контролю, таких как:
| Объекты, которым необходим производственный контроль | Пояснение | Что необходимо контролировать | |
|---|---|---|---|
| 1 | Рабочие места | На предприятиях, имеющих различные виды оборудования, приточно-вытяжную вентиляцию, кондиционирование, компьютеры и т.п. | допустимых значений вибрации, неблагоприятные параметры микроклимата, неудовлетворительные показатели искусственной освещенности, электро-магнитного излучения и т. д. д. |
| 2 | Сырье и готовая продукция | На предприятиях пищевой промышленности, общественного питания, в больницах. | Проводится отбор проб сырья и изготовленной пищевой продукции для лабораторного исследования в объемах, установленных программой производственного контроля. |
| 3 | Оборудование и помещения | Качество проводимой уборки и дезинфекции производственных, вспомогательных, административных помещений и находящегося в них оборудования. | Проводится лабораторный контроль качества проводимой дезинфекции поверхностей помещений и оборудования. |
| 4 | Факторы окружающей среды | воздух, вода, почва и многие другие | Проводится лабораторный контроль на химические, микробиологические, паразитологические показатели. |
Нашей лабораторией производятся инструментальные замеры для проведения исследований в рамках программ производственного контроля для различных сфер деятельности предприятий и организаций в рамках разовых (внеплановых) исследований и в рамках годового обслуживания с развернутым поквартальным графиком.
Опытные санитарные врачи нашей организации помогут Вам сформировать перечень необходимых для Вашей компании мероприятий по программе производственного контроля с учетом действующих требований санитарных правил и норм на данный период.
При составлении долгосрочных договорных отношений (от 1 года и более) предоставляются скидки на весь период лабораторного обслуживания.
Стоимость производственного контроля
Формирование цены на производственный контроль производится с учетом объема лабораторных исследований, специфики производства или деятельности предприятия, количества рабочих мест. Стоимость производственного контроля можно уменьшить, участвуя в наших акциях. Подробнее читайте в разделе «Акции».
Административная ответственность и штрафы
За неисполнение производственного контроля или исполнение недолжным образом предусмотрена административная ответственность в виде штрафов для предприятий и индивидуальных предпринимателей, занимающихся различными видами бизнеса. Штрафы за различные нарушения обычно суммируются. Размер повторных штрафов за выявленные, но неустраненные нарушения производственного контроля превышает размер первичных.
Штрафы за различные нарушения обычно суммируются. Размер повторных штрафов за выявленные, но неустраненные нарушения производственного контроля превышает размер первичных.
Особенности разработки программы производственного контроля
Для каждого вида организаций нами разрабатывается индивидуальная программа производственного контроля за соблюдением санитарных правил в зависимости от вида деятельности.
Почему у разных предприятий разные программы производственного контроля
Одна из главных задач программы производственного контроля — организовать контроль за соблюдением санитарных, эпидемиологических и гигиенических правил так, чтобы производственный контроль был успешно внедрен и работал именно на данном предприятии.
Каждая организация обязана выполнять предписанные ей государственными нормативными документами санитарные правила, например, медицинское учреждение для детей и медицинский центр для взрослых имеют не только общие, но и индивидуальные санитарно-эпидемиологические требования к помещению, соответственно данные различия и особенности наши специалисты учитывают в программе производственного контроля.
На разных предприятиях: в медицинских учреждениях, школах, в образовательных центрах, аптеках, магазинах, организациях оптовой торговли, ресторанах, столовых, в других пищевых и промышленных производствах, в программе будет разработан свой необходимый план производственного контроля, указано нужное количество журналов, которые необходимо вести, разный объем лабораторных исследований, свой индивидуальный производственный лабораторный контроль.
Заказать программу производственного контроля или коммерческое предложение по услугам, а также получить информацию об исходных документах, необходимых для разработки программы, можно по телефонам: (812) 441-38-28, +7 921 941-65-35.
Срок разработки программы от 2 рабочих дней.
Ответственность за непредоставление результатов производственного контроля
Ответственность за непредоставление результатов производственного контроля для индивидуальных предпринимателей и юридических лиц предусмотрена административная в виде штрафов, а в случаях выявления угрозы жизни и здоровью потребителя предусмотрена уголовная ответственность.
Результаты производственного контроля — прежде всего протоколы лабораторных исследований рабочих мест за трехлетний период, которые проводились аккредитованной лабораторией по программе (плану) производственного контроля. Более подробно о том, какие документы являются результатом производственного контроля можно узнать по телефону у специалистов (812) 441-38-28, +7 921 941-65-35.
* Цены указаны за одну единицу исследования. Для уточнения стоимости и получения скидок обращайтесь по телефону: +7 (812) 441-37-68
Правильно разработанная программа (план) производственного контроля должна включать весь комплекс мероприятий, направленных на соблюдение санитарных правил и выполнение санитарно-противоэпидемических мероприятий на объекте, таких как дератизация, дезинфекция и дезинсекция; организации контроля за качеством продукции, дезинфекции, стерилизации, за обращением с отходами производства, прохождением медицинских осмотров и профилактических прививок сотрудниками (персоналом), проведением мероприятий по профилактике заноса и распространения инфекционных заболеваний, полнотой регистрации и соблюдением сроков информационного обеспечения (инфекционных заболеваний, аварийных и др. Производственный контроль осуществляется визуально, а так же с использованием лабораторно — инструментальных методов. Все необходимые лабораторно-инструментальные исследования должны содержаться в плане-графике производственного лабораторного контроля, который является неотъемлемой частью программы. План-график лабораторного контроля разрабатывается с учетом всех особенностей деятельности объекта и оформляется отдельным разделом программы. Для того, чтобы полностью соответствовать требованиям санитарных правил, план лабораторного производственного контроля должен включать следующие сведения: Что такое типовая программа производственного контроля и можно ли ею пользоваться на практике? Программа производственного контроля может быть разработана как самостоятельно, так и с привлечением специалистов. Для самостоятельной разработки программ можно использовать типовые программы. Грамотно составленная программа содержит множество индивидуальных сведений о предприятии. Разработка программы и плана лабораторного производственного контроля требует определенных знаний, поэтому должна выполняться специалистами, подготовленными по этому разделу деятельности. Срок действия программы производственного контроля законом не установлен, но при различных изменениях в работе предприятия (объекта) — в его штатной структуре, в перечне оказываемых услуг и т. Документальным подтверждением осуществления лабораторного производственного контроля являются результаты исследований (протоколы лабораторных исследований), проведенных на базе собственных или аккредитованных, в установленном порядке, лабораториях. Согласование программ производственного контроля Программа производственного контроля с 2007 года не согласовывается в управлениях или территориальных отделах Роспотребнадзора, ее оценка осуществляется при проведении плановых контрольно-надзорных мероприятий. Исключением является ППК качества и безопасности систем водоснабжения (питьевой воды, горячей воды), которая требует согласования. ФБУЗ «Центр гигиены и эпидемиологии в Липецкой области» предлагает услуги по разработке индивидуальных программ производственного контроля для объектов с учетом вида и профиля деятельности, оказываемых услуг. Основание:
Информация |
 ситуаций, создающих угрозу санитарно-эпидемиологическому благополучию населения ) и другие.
ситуаций, создающих угрозу санитарно-эпидемиологическому благополучию населения ) и другие. Однако, это всего лишь шаблон и его необходимо адаптировать, чтобы ППК соответствовала специфике именно Вашего объекта (магазина, ресторана, салона красоты, медицинской организации, производства, или любого другого). Примером может служить то, что даже для двух медицинских центров с похожими направлениями врачебной деятельности перечень санитарно-гигиенических мероприятий, объем и виды лабораторных исследований будут отличаться. Это зависит от характера оказываемых услуг, количества рабочих мест, видов процедур, используемого медицинского и диагностического оборудования и ряда других условий.
Однако, это всего лишь шаблон и его необходимо адаптировать, чтобы ППК соответствовала специфике именно Вашего объекта (магазина, ресторана, салона красоты, медицинской организации, производства, или любого другого). Примером может служить то, что даже для двух медицинских центров с похожими направлениями врачебной деятельности перечень санитарно-гигиенических мероприятий, объем и виды лабораторных исследований будут отличаться. Это зависит от характера оказываемых услуг, количества рабочих мест, видов процедур, используемого медицинского и диагностического оборудования и ряда других условий. д., в систему производственного контроля также вносятся изменения. Кроме того, необходимо проводить корректировку программы (не реже чем 1 раз в год) на соответствие ее положений требованиям действующего санитарного законодательства.
д., в систему производственного контроля также вносятся изменения. Кроме того, необходимо проводить корректировку программы (не реже чем 1 раз в год) на соответствие ее положений требованиям действующего санитарного законодательства.
Контроль производства | Значение, цели, функции, преимущества, требования
Что такое производственный контроль?
Контроль производства — это функция менеджмента, которая планирует, направляет и контролирует деятельность предприятия по поставке материалов и переработке таким образом, чтобы указанные продукты производились указанными методами в соответствии с утвержденной программой продаж. Это гарантирует, что деятельность осуществляется таким образом, чтобы имеющиеся рабочая сила и капитал использовались наилучшим образом.
Управление производством — значение, цели, функции, преимущества, требования
Британский институт стандартов определяет термин «контроль производства» следующим образом:
- Производственный план или планирование
- Планирование
- Использование машин или рабочей силы или отгрузка
- Управление запасами
- Производственный контроль или маршрутизация и
- Прогресс
Цели производственного контроля
1.Выдача необходимых приказов соответствующему персоналу по установленным каналам для выполнения плана.
2. Обеспечить наличие средств для выполнения заказов — материалов, станков, инструментов, оборудования и рабочей силы — в требуемом качестве в нужное время.
3. Обеспечить выполнение заказов персоналом, чтобы товары производились в необходимых количествах и заданного качества в заранее оговоренные сроки. Таким образом, основной принцип управления производством заключается в том, что наивысшая эффективность производства достигается за счет своевременного производства наилучшим и дешевым способом.
Функции, участвующие в производственном контроле
В практике производственного контроля задействованы следующие факторы:
1. Контрольные мероприятия
Это делается путем деблокирования производственных заказов через отгрузку. Таким образом, планы приводятся в действие в назначенное время.
2. Контроль движения материалов
Наблюдается время, когда материал получен от поставщика и выпущен на завод, и внимательно следят за его перемещением с одного завода на другой, чтобы гарантировать, что этот механизм соответствует себестоимости производства.
3. Доступность инструментов контролируется
Необходимо принять меры для обеспечения того, чтобы инструменты, указанные в производственном плане, были доступны по мере необходимости.
4. Объем производства контролируется
Незавершенное производство на заранее определенных этапах производства наблюдается для определения того, что правильное количество заданного качества обработано.
5. Контроль за заменой
Наблюдается количество сырья и незавершенного производства, не прошедшего каждый этап контроля.Предусмотрена возможность выдачи заказов на замену для каждого материала для работы.
6. Эффективность труда и контроль
Наблюдается и регистрируется время, затраченное на каждую единицу незавершенного производства. Проведено сравнение затраченного времени со временем, отведенным при планировании.
Преимущества производственного контроля
Хорошая система управления производством означает увеличение производства при тех же инвестициях без чрезмерного ускорения работы рабочих. Ниже приведены преимущества планирования и контроля производства:
1.Лучшее обслуживание клиентов
Обещанные сроки поставки соблюдаются, производство идет в соответствии с графиком. Это вселяет уверенность у коммивояжеров фирмы в назначении срока поставки. Своевременная доставка и доверие клиентов, улучшение отношений с клиентами и продаж.
2. Меньше сверхурочной работы
Поскольку производство идет по графику, срочных заказов будет немного. Следовательно, в организации будет меньше сверхурочной работы по сравнению с другими фирмами той же отрасли.
3. Потребность в меньших запасах незавершенного производства и готовой продукции
Предприятию, работающему в рамках эффективной системы планирования и контроля производства, требуются меньшие запасы материалов, деталей, компонентов и т. Д. Для незавершенного производства и меньше готовой продукции на складе. Это приводит к меньшим инвестициям в инвентарь. Освободившиеся таким образом средства можно использовать для других целей, приносящих доход. Также заказы клиентов могут быть выполнены в полном объеме. Это также принесет пользу экономии на транспортных расходах.
4. Более эффективные закупки
Поскольку более эффективное управление материалами приводит к эффективному управлению запасами, закупки становятся более научными, экономичными и своевременными.
5. Более эффективное использование оборудования
Руководство постоянно информируется о текущем состоянии всех незавершенных работ, а также о потребностях в оборудовании и персонале на ближайшие несколько недель. Таким образом, рабочие могут быть заранее проинформированы о возможных увольнениях, переводах и т. Д. Также можно избежать запоздалой закупки оборудования и материалов, а также исключить бездействие людей и машин.
6. Без потери времени
а. Благодаря поэтапной подаче материала рабочим не нужно долго ждать его. Следовательно, рабочих часов будет меньше.
г. Время управленческого персонала сохраняется двумя способами.
Во-первых, их личное внимание привлекается только тогда, когда есть серьезные недостатки в работе системы. Во-вторых, им не нужно тратить много времени на исследования и анализ данных и т. Д., Необходимых для долгосрочного планирования, поскольку они могут приступить к подготовке таких планов расширения на основе данных, предоставляемых системой планирования и контроля производства.
7. Экономия на стоимости
Правильно спроектированная и внедренная система планирования и контроля производства приводит к значительной экономии средств.
8. Меньше простоев в работе
Остановки в работе избегаются или сводятся к минимуму с точки зрения продолжительности. Поэтому задержки с отправкой товара покупателям случаются очень редко.
Требования системы управления производством
Хорошая и эффективная система управления производством требует для своего успеха прочной организационной структуры, надежной информации, относительно высокой степени стандартизации и обученного персонала.Факторы, необходимые для успешного управления производством, кратко изложены ниже:
1. Информация о потребностях и производственных мощностях
- Полное знание производимой продукции.
- Подробная информация о количестве и типах каждой машины и блока обработки вместе с полными табличными данными о мощности, скорости и подаче всех машин.
- Подробная информация о времени и последовательности операций для каждой части конечного продукта и для готового продукта в целом.
- Точная актуальная информация об общих потребностях в материалах, материалах в магазинах, количестве, которое необходимо закупить, и времени, необходимом для их получения.
- Информация о наличии специальных инструментов, таких как приспособления и приспособления, необходимых для каждой детали.
- Информация о рабочей силе на предприятии и ее производственных мощностях.
- Информация о затраченном времени и затратах на предыдущие результаты.
- Рекорды лучшей производительности при аналогичной работе с наилучшим сочетанием инструментов, подачи и скорости;
- Точное знание хода незавершенного производства.
2. Следующее должно соответствовать научно определенным стандартам
- Изготовленные и закупочные материалы
- Инструменты и оборудование по возможности
- Операции со всеми частями только в соответствии с проектом и процедурой
- Нормы производства рабочей силы
- Обеспечение надлежащего контроля для обеспечения поддержания качества.
- Отчеты о производственных показателях по сравнению с плановым производством.

3. Создание лучшей организационной структуры
Во-первых, поддержка со стороны высшего руководства с признанием необходимости планирования производства с последующим делегированием их полномочий с фиксированной ответственностью. Во-вторых, полное понимание со стороны контролирующего персонала того, что определение их рабочего графика из центральной комнаты планирования является лишь продолжением принципов и никоим образом не означает подрыв престижа и власти.
4. Наличие подходящего персонала
- Персонал должен понимать запланированные операции.
- Они должны быть полностью обучены, чтобы соответствовать требованиям конкретной принятой системы.
- Они должны получать надлежащее вознаграждение, чтобы привлечь их внимание.
Системы управления производством — обзор
3.4 Будущие тенденции
Недавний экономический кризис вынудил несколько верфей пересмотреть свой бизнес за счет сочетания повышения производительности, повышения гибкости производства и управления уровнями запасов.
Однако некоторые компании столкнулись с кризисом с изучением и разработкой инновационных производственных технологий; то есть использование промышленных роботов. Роботы могут значительно улучшить производство, согласованность и качество; то есть судостроители продемонстрировали преимущества роботизированного нанесения гелькоута.
Роботы-измельчители, а также роботы для обрезки и сверления стали реальностью в крупносерийном судостроении. Более того, эти технологии становятся более доступными из-за снижения стоимости технологий, и дальнейшие разработки позволят распространить их также в малых и средних компаниях в ближайшем будущем.
Сегодня около 20% судостроителей и поставщиков используют автоматизацию и информационные и коммуникационные технологии для повышения производительности и качества. Небольшие компании с небольшим количеством инноваций могут использовать недорогие персональные компьютеры и готовые компоненты для разработки современных систем управления производством. Построение интеллектуальной сети (Интернет, компьютерное управление и т. Д.), Которая управляет производственным процессом, может способствовать легкому обмену данными, позволяя снизить затраты и повысить качество работы.
Построение интеллектуальной сети (Интернет, компьютерное управление и т. Д.), Которая управляет производственным процессом, может способствовать легкому обмену данными, позволяя снизить затраты и повысить качество работы.
Технология закрытого формования — одна из самых интересных разработок для компаний, производящих морские композиты. Благодаря внедрению правил максимально достижимой технологии контроля Агентства по охране окружающей среды США, строители, поставщики, исследователи, торговые ассоциации и военные внесли значительный вклад в дело соблюдения. В результате закрытое формование быстро достигает паритета по стоимости с открытым формованием. Некоторые приложения, такие как строительство яхт, уже переступили порог стоимости, и будущее этой технологии — это оптимизация параметров и снижение затрат.
Более того, закрытое формование предлагает строителю новые возможности в производстве и проектировании, которые невозможны при открытом формовании; т. е. сокращение количества инструментов и упрощение сборки и дооснащения.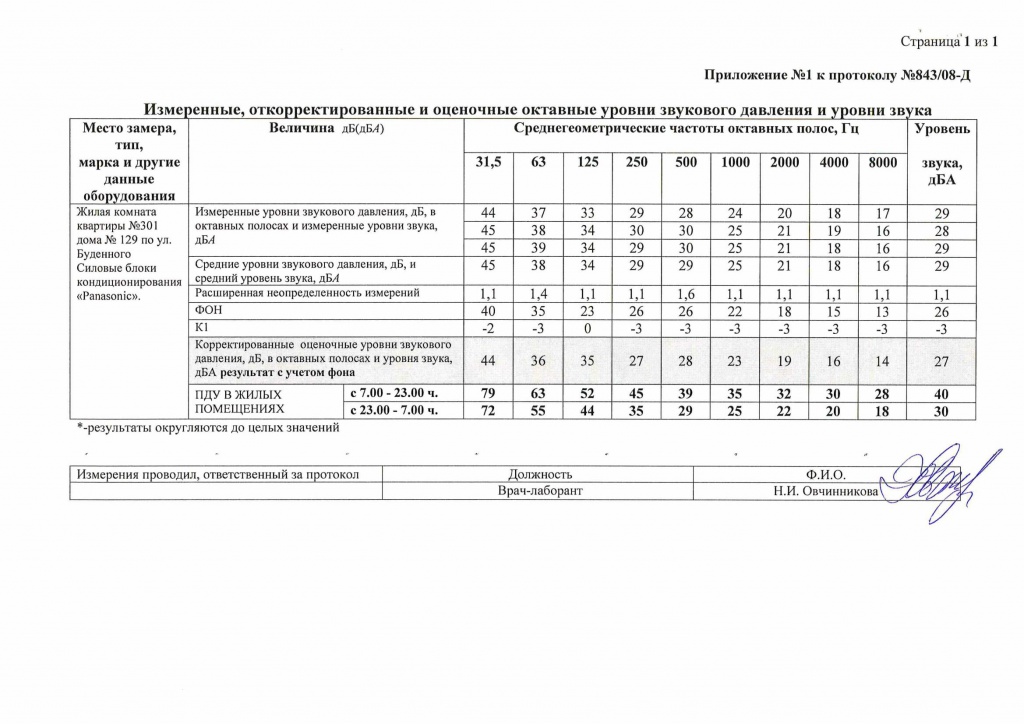 Уменьшение веса также может иметь каскадное преимущество в производительности и стоимости.
Уменьшение веса также может иметь каскадное преимущество в производительности и стоимости.
В связи с бурным развитием методов закрытого формования за последние несколько лет были разработаны новые формы сердцевины с канавками, которые можно использовать в качестве среды для инфузии смолы без необходимости использования специальных жертвенных слоев текучей среды из смолы.Поскольку ламинаты обрабатываются и отверждаются за один прием, наплавление толстых монолитных ламинатов сопряжено с риском из-за возможности сильного экзотермического воздействия. Сердечники позволяют уменьшить толщину пропитанного ламината, давая производителям больший контроль над своими процессами. Кроме того, панели с сердечником обеспечивают отличную теплоизоляцию, шумоподавление, огнестойкость и гашение вибрации.
Возможное усовершенствование вакуумных технологий заключается во внедрении системы двойных вакуумных мешков, которая позволяет уменьшить пористость, вес и толщину ламината за счет увеличения доли волокна до 70%. Основной метод заключается в применении двух отдельных вакуумных пакетов, внутреннего мешка рядом с конструкцией и внешнего мешка, который герметично прикреплен к инструменту за пределами запечатанного внутреннего периметра мешка.
Основной метод заключается в применении двух отдельных вакуумных пакетов, внутреннего мешка рядом с конструкцией и внешнего мешка, который герметично прикреплен к инструменту за пределами запечатанного внутреннего периметра мешка.
Фактическая инфузия происходит во внутреннем мешке, куда удаляются влага и воздух. Прикрепленный к форме и охватывающий внутренний мешок, внешний обеспечивает давление на инфузионную структуру. Давление вакуума во внутреннем мешке уменьшается по мере того, как смола заполняет деталь, поэтому она больше не оказывает полного давления на конструкцию.Подход заключается в том, что внешний мешок компенсирует это, прикладывая к детали постоянное полное вакуумное давление, что обеспечивает дальнейшее удаление смолы, повышенное содержание волокна и улучшенную консистенцию толщины вместе с более низким содержанием пустот.
Кроме того, система двойной упаковки сглаживает складки во внутреннем пакете. Внешний мешок создает полное вакуумное давление между двумя мешками, а не во внутреннем мешке. Любое улучшение внешнего мешка на внутреннем связано с механическим сглаживанием внутреннего мешка, что способствует сохранению однородности толщины.Внешний мешок также восполнит любую утечку во внутреннем мешке.
Любое улучшение внешнего мешка на внутреннем связано с механическим сглаживанием внутреннего мешка, что способствует сохранению однородности толщины.Внешний мешок также восполнит любую утечку во внутреннем мешке.
Инновационным вариантом системы двойной упаковки в мешки является импульсный процесс инфузии, основанный на использовании правильно спроектированного многоразового распределителя давления и способный лучше контролировать давление вакуума импульсным способом (Antonucci and Ricciardi, 2012; Ricciardi et al. , 2014). Таким образом, продвигается поперечный поток смолы через армирующее сухое волокно и достигается лучшая адгезия между смолой и волокнами. Кроме того, из-за небольшого расхода смолы и отсутствия распределительной сети импульсная инфузия обеспечивает преимущество в экономии материалов и значительное сокращение отходов.
Новые и более дешевые процессы инфузии, которые используют меньше расходных материалов и оптимизируют соотношение волокна и смолы, приведут к снижению производственных затрат. Краткосрочная цель — сделать инфузию надежным производственным процессом (Lewit, 2013).
Краткосрочная цель — сделать инфузию надежным производственным процессом (Lewit, 2013).
Наконец, растет интерес к следующим технологиям: эластомерная оснастка (Muscha and Bishop, 1992), гелькоут в форме (Rogers et al., 2014) и синтаксические пены в качестве сердцевины. Эластомерная оснастка основана на использовании эластомерных оправок, которые, когда они содержатся в закрытых металлических инструментах, в результате большего теплового расширения эластомера обеспечивают давление, необходимое для уплотнения ламината во время процесса отверждения.Гелевое покрытие в форме приводит к улучшению условий на рабочем месте и снижению воздействия на окружающую среду. Синтаксические пены придают композиционным материалам интересные свойства из-за внутреннего присутствия полых частиц.
Определение, необходимость, цели и уровни
Управление производством: определение, необходимость, цели и уровни!
Определение производственного контроля: Есть много разногласий между различными экспертами в области менеджмента относительно значения производственного контроля. Сам термин кажется довольно запутанным и вводящим в заблуждение. В литературном смысле контроль означает действие по проверке / регулированию.
Сам термин кажется довольно запутанным и вводящим в заблуждение. В литературном смысле контроль означает действие по проверке / регулированию.
По мнению Мэри Гашинг Найлс, «Контроль — это поддержание баланса в деятельности, направленной на достижение цели или набора задач, разработанных в ходе производственного планирования». Планирование лишь описывает некоторые действия, тогда как контроль — это процесс выполнения, включающий стандартизацию, оценку и корректирующие функции.
По словам Файоля, «Контроль заключается в проверке того, все ли происходит в соответствии с принятым планом и установленными принципами.Цель контроля — выявить слабые места и недостатки, если таковые имеются, чтобы исправить их и предотвратить повторение. Он действует на все, а именно. материалы, оборудование, люди, операции и т. д. Для того чтобы контроль был эффективным, он должен применяться в разумные сроки и сопровождаться последующими санкциями ».
Таким образом, производственный контроль — это некая научная процедура для регулирования упорядоченного потока материалов и координации различных производственных операций для достижения цели производства желаемого изделия. В нужном количестве, желаемого качества, в нужное время, самым лучшим и самым дешевым методом, то есть для достижения максимальной эффективности производства.
В нужном количестве, желаемого качества, в нужное время, самым лучшим и самым дешевым методом, то есть для достижения максимальной эффективности производства.
С другой стороны, производственный контроль — это функция менеджмента, которая планирует, направляет и контролирует деятельность предприятия по поставке материалов и переработке; чтобы указанные продукты производились указанными методами в соответствии с утвержденной программой продаж. Это гарантирует, что деятельность ведется таким образом, чтобы имеющиеся рабочая сила и капитал использовались наилучшим образом.
Необходимость производственного контроля : Производственный процесс предприятия — это система, состоящая из материалов, рабочей силы и оборудования, объединенных некоторой зависимостью, налагаемой операциями. Факторы входа в процесс всегда неконтролируемы. Контроллер производственного процесса пытается контролировать выпуск так, чтобы он соответствовал цели, установленной отделом маркетинга.
Управление производством пытается направить производственный процесс таким образом, чтобы товары и услуги производились в соответствии с требованиями потребителя, т.е.е. нужного качества, формы и количества в желаемое время.
В нынешнюю эпоху жесткой конкуренции контроль производства — благо для предприятия. Он пытается принять корректирующие меры всякий раз, когда происходит какое-то отклонение от запланированной стратегии. Гетц справедливо сказал, что «управленческое планирование направлено на поиск последовательных, интегрированных и четко сформулированных программ». Производственный контроль направлен на удовлетворение этих потребностей.
В отчете о ликвидации отходов в промышленности. Комитет президента Ноувера заявляет, что «производственный контроль является отличительной чертой производственной эффективности., это необходимость, а не роскошь; выгодное вложение, а не расходы ».
Цели производственного контроля: Успех предприятия во многом зависит от работы отдела производственного контроля.
Отдел производственного контроля обычно выполняет следующие функции:
(i) Обеспечение сырьем, оборудованием, машинами и рабочей силой.
(ii) Организовать производственный график в соответствии с прогнозом спроса.
(iii) Ресурсы используются наилучшим образом таким образом, чтобы стоимость производства была минимальной, а срок поставки соблюдался.
(iv) Определение экономичных производственных циклов с целью снижения затрат на установку.
(v) Надлежащая координация деятельности различных отделов / отделов, ответственных за производство.
(vi) Обеспечение регулярных и своевременных поставок сырья в желаемое место, в заданном качестве и количестве во избежание задержек в производстве.
(vii) Осуществлять инспекцию полуфабрикатов и готовой продукции и использовать методы контроля качества, чтобы удостовериться, что произведенные изделия соответствуют требуемым спецификациям.
(viii) Он также отвечает за дизайн и разработку продукта.
Таким образом, основная цель производственного контроля состоит в том, чтобы регулировать и контролировать различные операции производственного процесса таким образом, чтобы обеспечивался упорядоченный поток материала на разных этапах производства, а изделия производились надлежащего качества в нужном количестве на нужном уровне. нужное время с минимумом усилий и затрат.
Уровни производственного контроля :Управление производством начинается с определенной цели и формулирования общей стратегии достижения желаемых целей. Существует три уровня управления производством: программирование, заказ и отгрузка. Программирование планирует выпуск продукции по фабрике в целом.
Ordering планирует выпуск компонентов от поставщиков и отделов обработки. Диспетчерская служба рассматривает каждый производственный отдел по очереди и планирует выпуск станков, инструментов и других рабочих центров, чтобы выполнить заказы в срок.
Контроль качества в производстве | Графическая продукция
В производстве контроль качества — это процесс, который гарантирует, что клиенты получают продукцию без дефектов и удовлетворяют их потребности. Если все сделать неправильно, это может подвергнуть потребителей риску. Например, недавний дефект, обнаруженный в подушках безопасности Takata, привел к самому большому отзыву автомобилей в истории. Отзыв включает почти 69 миллионов надувных устройств для подушек безопасности и может стоить миллиарды долларов. Отзыв продлится до конца 2019 года и будет решен до 2020 года.
Если все сделать неправильно, это может подвергнуть потребителей риску. Например, недавний дефект, обнаруженный в подушках безопасности Takata, привел к самому большому отзыву автомобилей в истории. Отзыв включает почти 69 миллионов надувных устройств для подушек безопасности и может стоить миллиарды долларов. Отзыв продлится до конца 2019 года и будет решен до 2020 года.
Подобные крупные отзывы можно предотвратить за счет эффективного контроля качества на производстве. Некоторые общие инструменты, используемые для поддержки контроля качества, включают:
- Статистический контроль процессов (SPC) отслеживает и контролирует качество, отслеживая производственные показатели. Это помогает менеджерам по качеству выявлять и решать проблемы до того, как продукция покидает предприятие.
- Six Sigma использует пять ключевых принципов, чтобы гарантировать, что продукты соответствуют потребностям клиентов и не имеют дефектов.
При поддержке таких инструментов бережливого производства, как Total Productive Maintenance (TPM), 5S и Kaizen, можно устранить большинство, если не все дефекты.
Преимущества использования контроля качества в производстве
Покупатели ожидают и требуют высококачественной продукции. Когда покупатели получат качественную продукцию, вы получите:
- Повышение лояльности клиентов
- Прибыль, повторный бизнес
- Привлекайте новых клиентов по рефералам
- Поддерживать или улучшать свое положение на рынке
- Повышение безопасности
- Снижение рисков ответственности
- Способствовать общему положительному брендингу вашего продукта
Производители, имеющие действующие процедуры контроля качества, гораздо реже сталкиваются с отзывами продукции или подвергают клиентов риску из-за некачественно изготовленной продукции.Стоимость отзыва может быть очень высокой. Свидетельством этого является отзыв компании Takata, который, по оценкам, обошелся компании в сумму от 7 до 24 миллиардов долларов.
Узнайте, как избежать дорогостоящих отзывов и поддержать свою систему контроля качества с помощью TPM. Руководство по передовой практике в области полного производственного обслуживания (TPM) для графических продуктов поможет вам на пути к абсолютному качеству. Повышайте качество, устраняйте дефекты и увеличивайте прибыль.
Руководство по передовой практике в области полного производственного обслуживания (TPM) для графических продуктов поможет вам на пути к абсолютному качеству. Повышайте качество, устраняйте дефекты и увеличивайте прибыль.
Неправильное осуществление контроля качества на производстве
Контроль качества на производстве может быть немного сложнее.Часто это делается в конце производственного процесса, а дефекты выявляются только постфактум.
Эффективный контроль качества более сложен и должен включать два уровня:
- Операторы следят за производственным процессом и следят за тем, чтобы изменения были незначительными.
- Инженеры регулярно контролируют конструкцию продукта на предмет проблем. Когда проблема обнаружена, она немедленно устраняется.
Контролируя продукты в конце производства, а также анализируя дизайн продуктов, компании могут решать проблемы более эффективно, экономя время и деньги.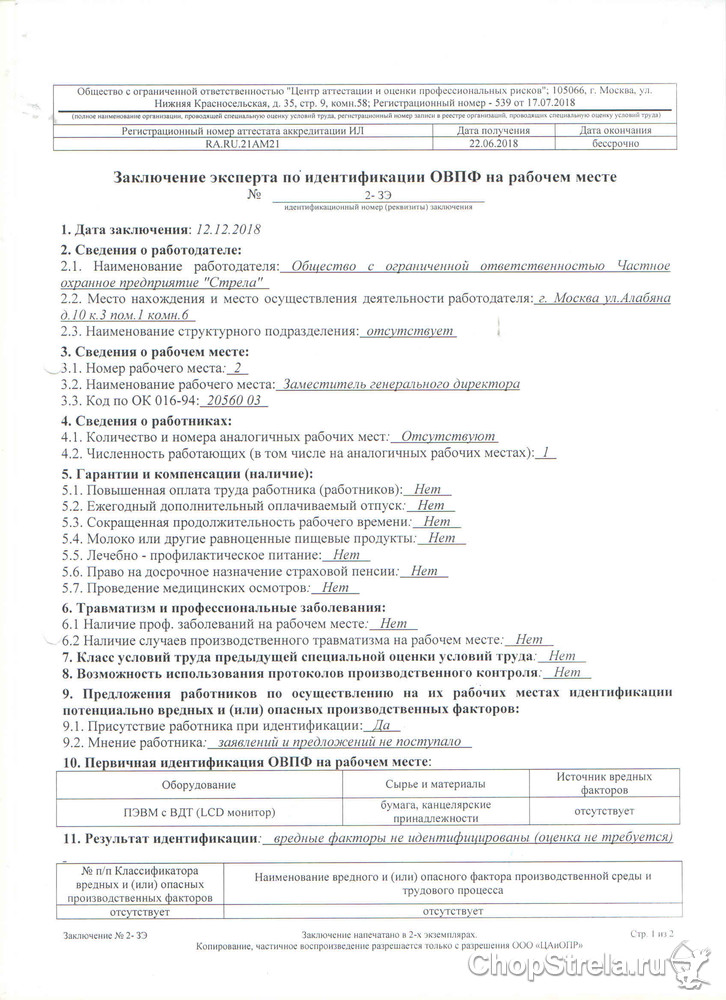
Обеспечение качества
с контролем качестваКонтроль качества оптимизирует производство и помогает гарантировать соответствие конечной продукции критериям качества компании. Это гарантирует, что процессы, используемые для проектирования, тестирования и производства продуктов, будут выполнены правильно.
В производстве подходы к обеспечению качества, такие как ISO 9001, помогают управлять и улучшать многие процессы, в том числе:
- Приобретение сырья
- Покупка сторонних компонентов и узлов
- Разработка и применение процедур контроля
- Соблюдение производственных процессов
- Устранение неисправностей
Для каждого бизнеса гарантия качества разная.Однако ISO 9001 работает как для больших, так и для малых предприятий и может быть адаптирован для большинства нужд. Он предоставляет средства для создания долгосрочной программы обеспечения качества, гарантируя, что все, от сырья до процедур контроля, имеет высочайшее качество.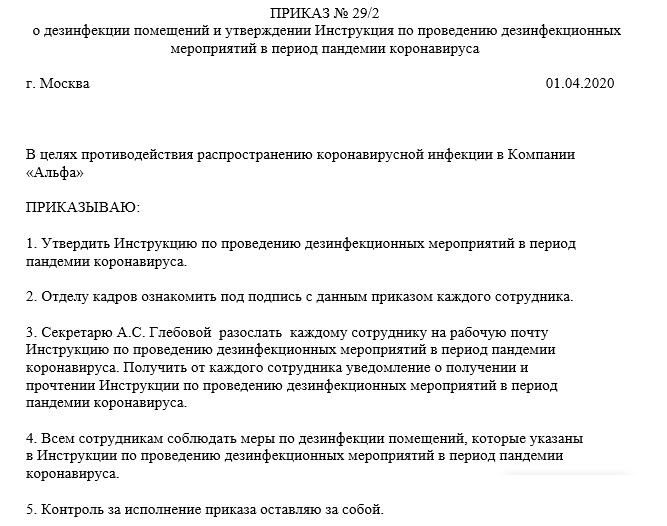 Проблемы и дефекты из-за некачественных материалов или сторонних компонентов практически устранены.
Проблемы и дефекты из-за некачественных материалов или сторонних компонентов практически устранены.
Контроль качества, обеспечение качества и бережливое производство
Инструменты бережливого производства могут укрепить программу качества вашей компании.Lean направлен на повышение качества и безопасности при одновременном повышении эффективности и прибыли. Вот некоторые мощные инструменты бережливого производства, которые могут укрепить вашу систему качества:
- TPM улучшает качество продукции за счет исключения простоев, дефектов и несчастных случаев. TPM достигает этого с помощью комплексных программ технического обслуживания и обучения операторов.
- Kaizen помогает устранять проблемы в их источнике, давая работникам возможность находить и решать проблемы на ежедневной основе.
- 5S помогает организовать и стандартизировать рабочее место. Возьмите под свой контроль руководство по передовой практике системы 5S от Graphic Products. Улучшайте процедуры и устраняйте ошибки на вашем предприятии.
 Улучшайте процедуры и устраняйте ошибки на вашем предприятии.
Улучшайте процедуры и устраняйте ошибки на вашем предприятии.Хотя у каждого предприятия разные потребности и могут потребоваться разные инструменты бережливого производства, использование бережливого производства для поддержки контроля качества имеет важное значение. Упростятся процедуры, уменьшится количество ошибок.
Узнайте больше о Кайдзен и о том, как он может помочь улучшить качество, из этого полезного видео.
Как внедрить контроль качества на производстве
Чтобы реализовать эффективную программу контроля качества, сначала создайте и задокументируйте свой подход к контролю качества. Сюда входят:
- Определение стандартов качества для каждого продукта
- Выбор метода контроля качества
- Определение количества продуктов / партии, которые будут протестированы
- Создание и обучение сотрудников для контроля качества
- Создание системы связи для сообщения о дефектах или потенциальных проблемах.
Затем вам нужно будет создать процедуры для обработки дефектов. Рассмотрим следующее:
- Будут ли партии отклонены при обнаружении дефектных товаров?
- Будут ли проводиться дополнительные испытания и возможные ремонтные работы?
- Будет ли остановлено производство, чтобы не создавать больше дефектных продуктов?
- Как будут обрабатываться новые версии продукта?
Наконец, используйте такой метод, как 5-Whys, чтобы определить основную причину дефекта, внести необходимые изменения и убедиться, что ваши продукты не содержат дефектов.
Заводской производственный контроль | BM TRADA
Заводской контроль производства для вашего продукта
Сертификация продукта требует следующих шагов, хотя в разных системах может использоваться разная терминология.
- Производитель тестирует продукт, чтобы установить его рабочие характеристики. Это называется начальным типовым тестированием.
- Орган по сертификации составляет область утверждения на основе того, что было проверено, и полученных результатов. Это может быть документ о сфере применения или классификации.
- Производитель готовит спецификацию продукта.
- Производитель разрабатывает задокументированную систему заводского производственного контроля.
- Есть первичная аудиторская оценка.
- Третья сторона рассматривает результаты аудита. Если аудит показывает, что производитель соблюдает Техническую спецификацию, принимается положительное решение по сертификации.
- Могут проводиться регулярные аудиты для проверки системы и выявления любых ошибок, которые необходимо исправить.
- Также может проводиться регулярное тестирование для обеспечения соблюдения стандартов качества.
Если производитель не будет продолжать следовать этому процессу сертификации продукта, продукт больше не будет соответствовать Техническим спецификациям, и производитель не может продолжать утверждать, что он соответствует.
Чтобы узнать больше, посетите https://bookshop.bmtrada.com, где вы можете купить заводской контроль производства BM TRADA для сертификации строительной продукции в виде бумажной книги или в формате электронной книги.
Заводской контроль производства и сертификация продукции
BM TRADA предоставляет сторонние схемы сертификации продуктов, услуг по установке и техническому обслуживанию, персонала и классификации с помощью Q-Mark и схем маркировки продуктов, таких как UKCA. Это позволяет организациям поставлять продукты на рынок и выполнять требования тендерных спецификаций.
Certification информирует ваших клиентов о том, что он соответствует требованиям определенной технической спецификации и что он был произведен в рамках проверенной третьей стороной системы производственного контроля фабрики, которая включает процедуры для изоляции несоответствующей продукции.
Свяжитесь с нами, чтобы поговорить с одним из наших экспертов.
Mitsubishi Power | Системы управления производством
Функции мониторинга и эксплуатации
Мониторинг партии
Мониторинг осуществляется одновременно за несколькими производственными единицами на месте, управляемыми с помощью программируемых логических контроллеров (ПЛК), произведенных другими компаниями.
На основе сигналов, считываемых с каждого ПЛК, можно централизованно управлять работой завода, включая конфигурацию производственных планов и отражение в управленческой информации.
Отображение аварийных сигналов
При возникновении неисправности оборудования на экране мониторинга в реальном времени отображается аварийный сигнал, что способствует раннему обнаружению отклонений. Также может отображаться история срабатывания и восстановления сигналов тревоги для каждого устройства.
Система включает функцию автоматического предупреждающего сообщения, которая отображает названия предупреждений, время запуска и восстановления построчно в хронологическом порядке на экране мониторинга, а также экран со списком предупреждений об ошибках, на котором отображается информация о срабатывании предупреждений и восстановлении для каждого элемента в хронологическом порядке.Эти функции облегчают анализ причины ошибки.
Уведомление о тревоге
Благодаря функции уведомления о тревоге, которая работает через Интернет или связь PHS, даже когда оператор находится за пределами объекта, он может быстро принять меры для устранения неисправности оборудования.
Отображение тренда
Состояние производства продукта, рабочее состояние оборудования и сигналы неисправностей можно контролировать с помощью дисплея тенденций.
Также включена функция тренда по лоту, которая отображает тренд от начала лота до завершения, что позволяет управлять лота.
Функции поддержки управления
Характеристики формы
Формы ежедневных, еженедельных, ежемесячных и годовых отчетов управляются в формате, наиболее подходящем для клиента.
С точки зрения данных, подготовленных для вывода формы, с помощью файлов CSV моментальных снимков и трендов, производственные данные от начала партии до завершения и эксплуатационные данные могут быть сведены в формы партии.
Файл со списком предупреждений, генерируемых на ежемесячной основе, также может быть создан на основе файла CSV событий.
Контроль производственного планирования
Установив такие переменные, как модель продукта, количество и тип работы на ежедневной, еженедельной или ежемесячной основе, можно добиться систематической работы завода.
Контроль нормы энергопотребления
Применяя логические вычисления к сигналам, полученным от ПЛК, произведенных другими компаниями, удельное потребление энергии можно контролировать с помощью графиков и дисплеев трендов.
Функция отображения записи технического обслуживания
На экране обслуживания инструмента проектирования информация об устройстве, подробности обслуживания и время работы для каждого устройства, введенного в систему, отображаются для каждого устройства.Кроме того, по истечении назначенного времени цикла обслуживания для каждого устройства также может быть сгенерировано предупреждение.
Настройка недельного таймера
За счет установки времени запуска для каждой единицы производственного оборудования на объекте исключаются потери в работе оборудования.
Все, что вам нужно знать о производственных протоколах
Независимо от того, знаете ли вы это как производственный протокол, план обнаружения или руководство по обмену, создание формального метода обмена документами имеет важное значение, когда дело доходит до беспрепятственного производства дел.Для непрерывности мы будем называть их в этом блоге «производственными протоколами».
Эти протоколы могут варьироваться от случая к случаю в зависимости от вовлеченных лиц и требований случая. Некоторые фирмы придерживаются очень широкого стандарта, в котором указывается только формат, который следует использовать для загрузки файлов. Другие могут быть настолько подробными, что регулируют, какую конкретную программу процесса следует использовать и в каком часовом поясе. Много лет назад — когда была ограниченная технология производства — все было намного проще.Ограниченные технологии привели к ограниченным возможностям форматирования. Теперь, когда дело доходит до производственных протоколов, нет предела. В сегодняшнем блоге мы поделимся основами, которые вам нужно знать о производственных протоколах.
Кто использует производственный протокол?
Те, кто занимается подготовкой ваших документов, должны знать производственный протокол вашей организации. Это может включать юристов и служащих вашей фирмы. Внешне ваша группа поддержки судебных разбирательств, менеджеры проектов и группа технической поддержки должны хорошо разбираться в вашем конкретном протоколе обработки.Таким образом, вы можете обеспечить бесперебойную работу всех технических аспектов производства как внутри, так и за пределами вашей организации. При создании производственного протокола рекомендуется иметь всех участников отдельно от разговора, чтобы система работала со всех сторон команды. Быстрее и проще согласовать форматы до получения продукции.
Что должно быть включено в ваш производственный протокол?
Будет ли ваша продукция включать электронные записи и / или бумажные документы? Этот вопрос стоит задать перед тем, как начать.Если производственный протокол включает требование объективного кодирования всех записей , это может означать ручное кодирование, которое требует больше времени и денег. Если вы работаете исключительно с электронными записями, которые не были изменены, вам, возможно, нужно позаботиться только об извлечении метаданных.
Как я упоминал выше, чем более подробным является производственный протокол, тем больше параметров вам нужно установить с самого начала. Подумайте, в каком часовом поясе должна выполняться обработка, как вы будете выполнять дедупликацию, как вы будете собирать документы и в каком формате вам нужно получать документы, чтобы обеспечить беспрепятственную интеграцию с вашей платформой обзора.Если часовой пояс обработки не установлен с самого начала, необходимо будет полностью воссоздать оптическое распознавание символов (OCR) продукта и обновить его метаданные, что потребует времени и возможности обновления / наложения готовых документов. Кроме того, вы рискуете переделать все исправления.
Некоторые фирмы создадут один стандартный производственный протокол, который будет работать на них, что упростит определение конкретного формата, который требуется запросить для всех производств. Это не означает, что они могут работать только с форматом , а только с форматом , но он обеспечивает единообразие и упрощает навигацию по каждому файлу.
Это не означает, что эта заданная формула будет работать каждый раз. Если стандартный формат не может быть согласован со всеми вовлеченными сторонами, вашей организации придется перегруппироваться и определить наилучший способ продвижения вперед.
Почему каждая фирма должна устанавливать производственный протокол?
Если все сделано правильно, создание формулы добычи может сэкономить время, деньги и головные боли на этапе добычи для всех вовлеченных сторон. Вам не нужно знать все параметры формата или даже то, как они работают.Привлекайте людей, которые будут заниматься производством на вашей платформе обзора. Это обсуждение определит формат, который будет работать для всех, даже если это означает создание файлов в одном формате и получение результатов в другом.
Есть вопросы? Дайте нам знать. Наша команда рада провести вас через процесс создания производственного протокола, который лучше всего подходит для вашей команды.