 Бизнес-Блог Блоготей Бизнес-Блог «Блоготей» — информационный блог о бизнесе и финансах. Полезные статьи и новости из мира бизнеса, финансов, банков, экономики, инвестиций.
Бизнес-Блог Блоготей Бизнес-Блог «Блоготей» — информационный блог о бизнесе и финансах. Полезные статьи и новости из мира бизнеса, финансов, банков, экономики, инвестиций. 
Программы производственного контроля — примеры и образцы
Автор Антон Хабиров Опубликовано Обновлено
Всем привет! Заметка на тему производственного контроля, которую я опубликовал в сентябре прошлого года, набрала популярность и стала инструментом для обратной связи между посетителями и подписчиками блог-инженера.рф Предметом для обратной связи послужили собственные наработки, образы программ производственного контроля. Сегодня публикую все ППК, которые мне переслали наши коллеги, Яна и Юрий. Спасибо им! Скачать программы производственного контроля, разумеется, можно только бесплатно!:)
Итак, первая программа производственного контроля была от Яны.
Скачать Программу (план)* организации и проведения производственного контроля за соблюдением санитарных правил и выполнением санитарно-противоэпидемических мероприятий
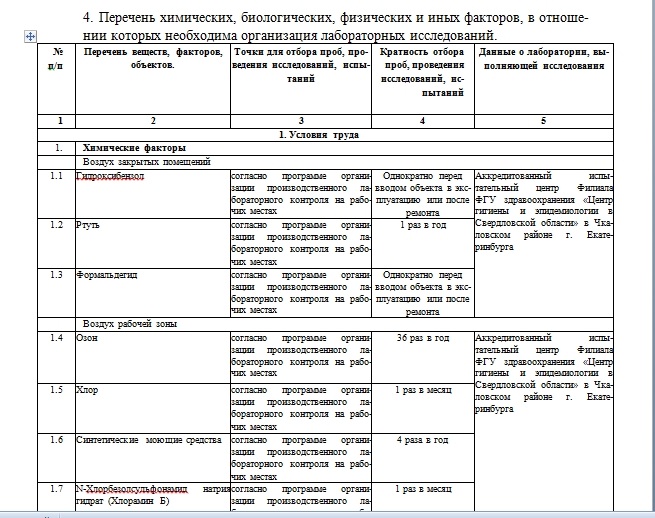
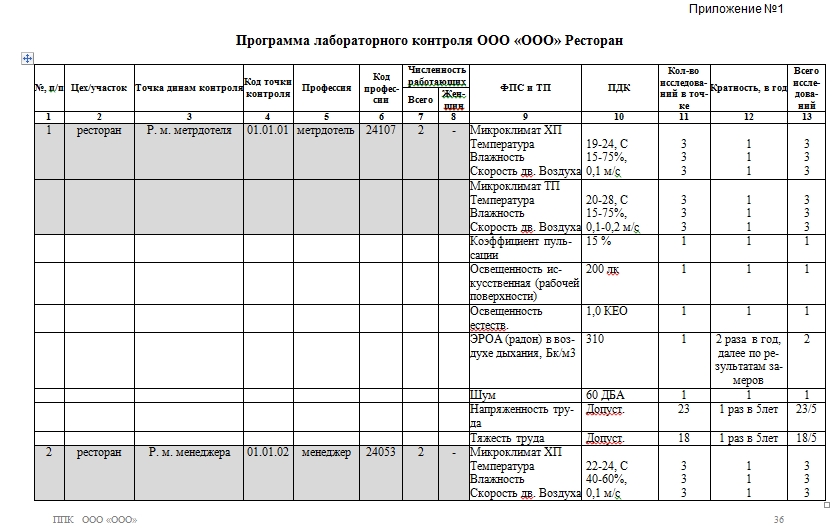
Дополнительно к программе производственного контроля прилагается План-график лабораторных исследований за условиями труда
Следующие программы производственного контроля предложены Юрием.
Программа производственного контроля за соблюдением санитарных правил и выполнением санитарно-противоэпидемических мероприятий для автотранспортного предприятия
Комментарий автора к этой программе
Программа производственного контроля собственной разработки для полноценного автотранспортного предприятия, где когда-то работал. На момент проверки РПН в марте 2010 года замечаний к ней не было.
Также к этой программе прилагались следующие файлы:
1. План-график контроля вредных веществ в воздухе рабочей зоны
2. План-график контроля вредных веществ в воздухе рабочей зоны 1
3. План-график контроля микроклимата в рабочей зоне
4. План-график контроля освещённости рабочей зоны
5. План-график контроля шума в рабочей зоне
6. План-график контроля электрических и магнитных полей на рабочих местах с ПЭВМ
И напоследок, еще три примера программ производственного контроля для автосервисов.
Одну ППК сделаю доступной для просмотра и скачивания, а остальные можно будет просто скачать.
Комментарий Юрия к программам:
Хотите узнать, какие изменения законодательства в области безопасности произошли в 2021 году? Приходите на нашу онлайн-конференцию! Участие бесплатное.
Имею три «плюшевых» ППК для автосервисов неизвестного авторства, но выполненных по единому шаблону.
Скачать три программы производственного контроля для автосервиса
На этом у меня всё. До новых заметок!
Ошибка: 404 — Администрация сельского поселения «Осиновомысский сельсовет»
Произвольный текст, который дает понять посетителю сайта, какую информацию данный блок содержит и чем будет полезен. Данную область можно редактировать через систему управления сайтом. Произвольный текст, который дает понять посетителю сайта, какую информацию данный блок содержит и чем будет полезен.
Произвольный текст, который дает понять посетителю сайта, какую информацию данный блок содержит и чем будет полезен. Данную область можно редактировать через систему управления сайтом.
Данную область можно редактировать через систему управления сайтом.
Произвольный текст, который дает понять посетителю сайта, какую информацию данный блок содержит и чем будет полезен. Данную область можно редактировать через систему управления сайтом. Произвольный текст, который дает понять посетителю сайта, какую информацию данный блок содержит и чем будет полезен.
Произвольный текст, который дает понять посетителю сайта, какую информацию данный блок содержит и чем будет полезен. Данную область можно редактировать через систему управления сайтом.Произвольный текст, который дает понять посетителю сайта, какую информацию данный блок содержит и чем будет полезен. Данную область можно редактировать через систему управления сайтом. Произвольный текст, который дает понять посетителю сайта, какую информацию данный блок содержит и чем будет полезен.
Произвольный текст, который дает понять посетителю сайта, какую информацию данный блок содержит и чем будет полезен. Данную область можно редактировать через систему управления сайтом.
Произвольный текст, который дает понять посетителю сайта, какую информацию данный блок содержит и чем будет полезен. Данную область можно редактировать через систему управления сайтом. Произвольный текст, который дает понять посетителю сайта, какую информацию данный блок содержит и чем будет полезен.
Произвольный текст, который дает понять посетителю сайта, какую информацию данный блок содержит и чем будет полезен. Данную область можно редактировать через систему управления сайтом.
Произвольный текст, который дает понять посетителю сайта, какую информацию данный блок содержит и чем будет полезен. Данную область можно редактировать через систему управления сайтом. Произвольный текст, который дает понять посетителю сайта, какую информацию данный блок содержит и чем будет полезен.
Произвольный текст, который дает понять посетителю сайта, какую информацию данный блок содержит и чем будет полезен. Данную область можно редактировать через систему управления сайтом.
Примерный образец
%PDF-1. 6
%
1 0 obj
>
endobj
85 0 obj
>stream
2017-10-24T18:21:29+03:00Microsoft® Word 20102017-10-24T18:25:10+03:002017-10-24T18:25:10+03:00application/pdf
6
%
1 0 obj
>
endobj
85 0 obj
>stream
2017-10-24T18:21:29+03:00Microsoft® Word 20102017-10-24T18:25:10+03:002017-10-24T18:25:10+03:00application/pdf
D15. 1 Мясная промышленность [1] 1 Мясная промышленность [1]D15.1 Производство мяса и мясопродуктов — 7 класс профессионального риска | D15.20 Рыбная промышленность [1] D15.20 Переработка и консервирование рыбо- и морепродуктов — 7 класс профессионального риска | D15.5 Молочная промышленность [2] D15.5 Производство молочных продуктов — 3 класс профессионального риска |
| D15.6 Мучная промышленность [1] D15.6 Производство продуктов мукомольно-крупяной промышленности, крахмалов и крахмалопродуктов — 7 класс профессионального риска | D15.81 Хлебобулочная промышленность [2] D15.81 Производство хлеба и мучных кондитерских изделий недлительного хранения — 3 класс профессионального риска | D15.96 Пивоваренная промышленность [1] D15.96 Производство пива — 2 класс профессионального риска |
| D15.98 Производство минеральных вод [1] D15.98 Производство минеральных вод и других безалкогольных напитков — 2 класс профессионального риска | D18. 2 Швейная промышленность [3] 2 Швейная промышленность [3]D18.2 Производство одежды из текстильных материалов и аксессуаров одежды — 3 класс профессионального риска | D20.10-20.30 Деревообработка [3] D20.10-20.20 Распиловка и строгание древесины, производство шпона, фанеры, плит, панелей; D20.30 Производство деревянных строительных конструкций, включая сборные деревянные строения, и столярных изделий — 13 класс профессионального риска |
| D24.4 Фармацевтика [3] D24.4 Производство фармацевтической продукции — 6 класс профессионального риска | D25.2 Производство из пластмасс [3] D25.2 Производство пластмассовых изделий — 4 класс профессионального риска | D26.15 Производство из стекла [3] D26.15 Производство прочих стеклянных изделий — 12 класс профессионального риска |
| D26.6 Производство из бетона [3] D26.6 Производство изделий из бетона, гипса и цемента — 14 класс профессионального риска | D29.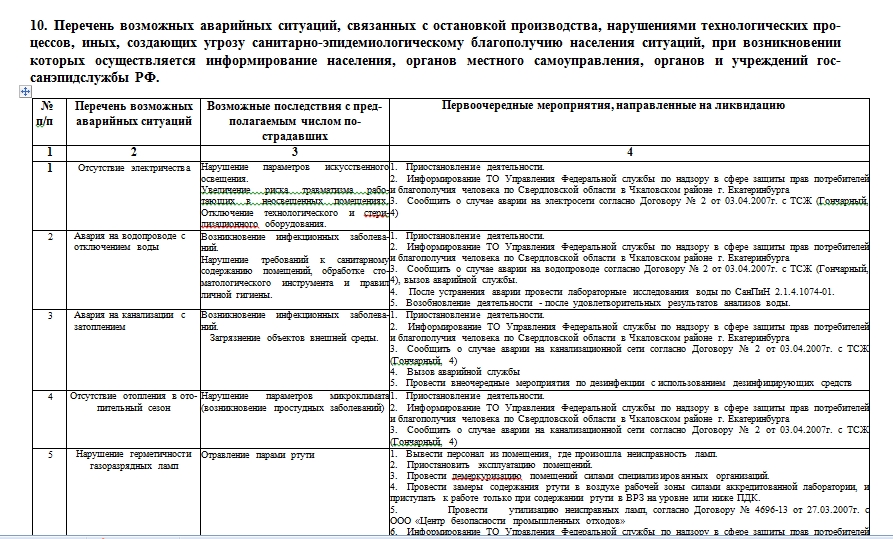 5 Производство оборудования [2] 5 Производство оборудования [2]D29.5 Производство прочих машин и оборудования специального назначения — 20 класс профессионального риска | D33.10.9 Ремонт медоборудования [3] D33.10.9 Предоставление услуг по монтажу, ремонту и техническому обслуживанию медицинского оборудования и аппаратуры — 8 класс профессионального риска |
| D36.1 Производство мебели [3] D36.1 Производство мебели — 8 класс профессионального риска | E40.10 Электроэнергетика [2] E40.10 Производство, передача и распределение электроэнергии — 18 класс профессионального риска | E40.30 Теплоэнергетика [3] E40.30 Производство, передача и распределение пара и горячей воды (тепловой энергии) — 1 класс профессионального риска |
| F45 Строительство [12] F45.2 Строительство зданий и сооружений — 8 класс профессионального риска | F48.1 Строительное производство [8] F48. | G50.20 Авторемонт и техобслуживание [10] G50.20 Техническое обслуживание и ремонт автотранспортных средств — 3 класс профессионального риска |
| G50.30 Торговля автозапчастями [5] G50.30 Торговля автомобильными деталями, узлами и принадлежностями — 3 класс профессионального риска | G50.50 Авто-заправочные станции [5] G50.50 Розничная торговля моторным топливом — 3 класс профессионального риска | G51.3 Продторговля оптовая [3] G51.3 Оптовая торговля пищевыми продуктами, включая напитки, и табачными изделиями — 1 класс профессионального риска |
| G52.11 Продторговля розничная [3] G52.11 Розничная торговля в неспециализированных магазинах, преимущественно пищевыми продуктами, включая напитки, и табачными изделиями — 1 класс профессионального риска | G52. 31 Аптеки [3] 31 Аптеки [3]G52.31 Розничная торговля фармацевтическими товарами — 1 класс профессионального риска | G52.48 Непродовольственная торговля [6] G52.48 Прочая розничная торговля в специализированных магазинах — 1 класс профессионального риска |
| H55.1 Гостиничный бизнес [2] H55.1 Деятельность гостиниц, мотелей, площадок для кемпингов и прочих мест краткосрочного проживания — 1 класс профессионального риска | H55.3-55.5 Общественное питание [3] H55.3-55.5 Деятельность ресторанов, баров и столовых — 1 класс профессионального риска | I60.21 Пассажирские перевозки [3] I60.21 Деятельность пассажирского автомобильного транспорта, подчиняющегося расписанию — 7 класс профессионального риска |
| I60.24 Грузовой автотранспорт [5] I60.24 Деятельность автомобильного грузового транспорта — 6 класс профессионального риска | I61.10 Морской транспорт [2] I61. | I63.12 Хранение и складирование [2] I63.12 Хранение и складирование — 5 класс профессионального риска |
| K74.81 Фотография [2] K74.81 Деятельность в области фотографии — 1 класс профессионального риска | M80.1-80.4 Образование [2] M80.1-80.4 Деятельность в области образования — 1 класс профессионального риска | N85.11 Здравоохранение [3] N85.11 Деятельность лечебных учреждений — 1 класс профессионального риска |
| O92.7 Отдых и развлечения [4] O92.7 Прочая деятельность по организации отдыха и развлечений — 1 класс профессионального риска | O93.02 Парикмахерские услуги [2] O93.02 Предоставление услуг парикмахерскими и салонами красоты — 1 класс профессионального риска | Радиология [2] Радиология. Работа с источниками ионизирующего излучения |
| K70 Операции с недвижимостью [3] K70. | DJ28.1 Производство из металла [4] DJ28.1 Производство строительных металлических конструкций и изделий | K74.2 Архитектурная деятельность [5] K74.2 Деятельность в области архитектуры; инженерно-техническое проектирование; геолого-разведочные и геофизические работы; геодезическая и картографическая деятельность; деятельность в области стандартизации и метрологии; деятельность в области гидрометеорологии |
| DE22 Издательство и полиграфия [3] DE22 Издательская и полиграфическая деятельность, тиражирование записанных носителей информации |
 1 Производство строительных металлических конструкций и изделий — 12 класс профессионального риска
1 Производство строительных металлических конструкций и изделий — 12 класс профессионального риска 10 Деятельность морского транспорта — 8 класс профессионального риска
10 Деятельность морского транспорта — 8 класс профессионального риска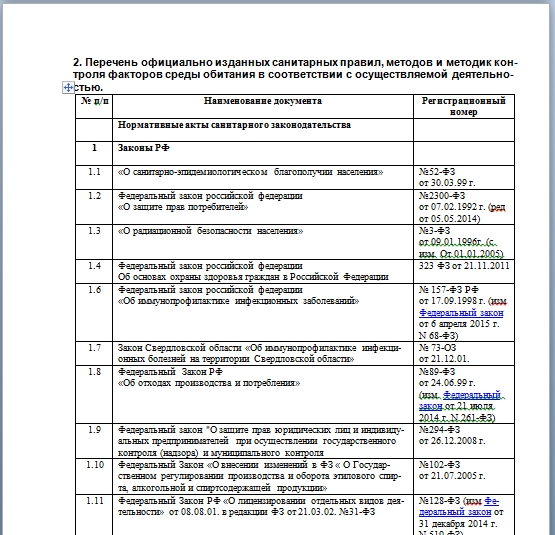 12 Покупка и продажа собственного недвижимого имущества
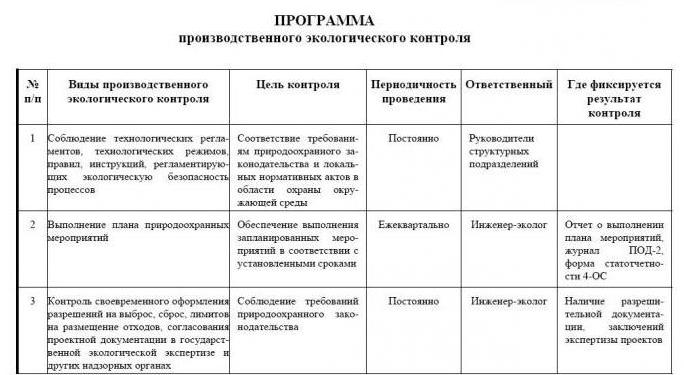
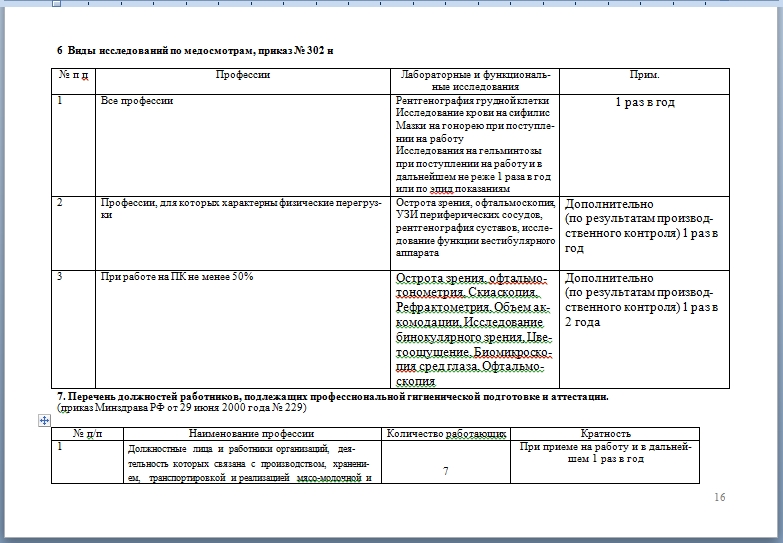
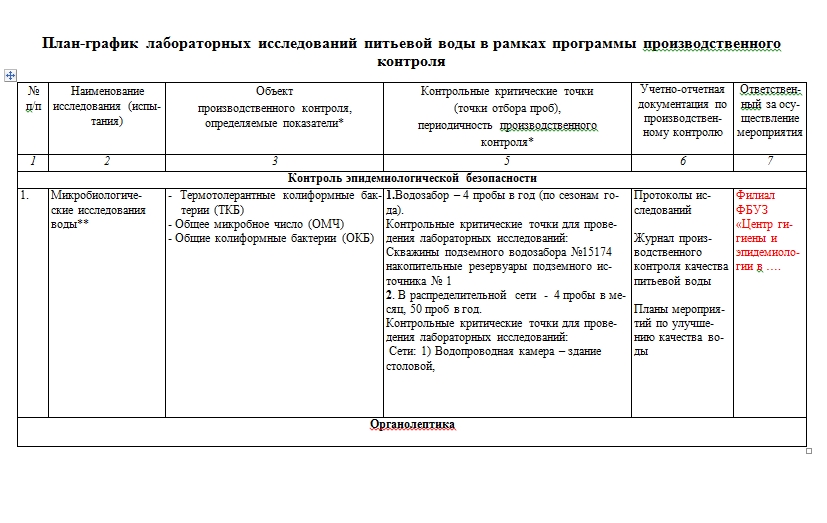
12 Покупка и продажа собственного недвижимого имуществаПравильно разработанная программа (план) производственного контроля должна включать весь комплекс мероприятий, направленных на соблюдение санитарных правил и выполнение санитарно-противоэпидемических мероприятий на объекте, таких как дератизация, дезинфекция и дезинсекция; организации контроля за качеством продукции, дезинфекции, стерилизации, за обращением с отходами производства, прохождением медицинских осмотров и профилактических прививок сотрудниками (персоналом), проведением мероприятий по профилактике заноса и распространения инфекционных заболеваний, полнотой регистрации и соблюдением сроков информационного обеспечения (инфекционных заболеваний, аварийных и др. Производственный контроль осуществляется визуально, а так же с использованием лабораторно — инструментальных методов. Все необходимые лабораторно-инструментальные исследования должны содержаться в плане-графике производственного лабораторного контроля, который является неотъемлемой частью программы. План-график лабораторного контроля разрабатывается с учетом всех особенностей деятельности объекта и оформляется отдельным разделом программы. Для того, чтобы полностью соответствовать требованиям санитарных правил, план лабораторного производственного контроля должен включать следующие сведения: Что такое типовая программа производственного контроля и можно ли ею пользоваться на практике? Программа производственного контроля может быть разработана как самостоятельно, так и с привлечением специалистов. Для самостоятельной разработки программ можно использовать типовые программы. Грамотно составленная программа содержит множество индивидуальных сведений о предприятии. Разработка программы и плана лабораторного производственного контроля требует определенных знаний, поэтому должна выполняться специалистами, подготовленными по этому разделу деятельности. Срок действия программы производственного контроля законом не установлен, но при различных изменениях в работе предприятия (объекта) — в его штатной структуре, в перечне оказываемых услуг и т. Документальным подтверждением осуществления лабораторного производственного контроля являются результаты исследований (протоколы лабораторных исследований), проведенных на базе собственных или аккредитованных, в установленном порядке, лабораториях. Согласование программ производственного контроля Программа производственного контроля с 2007 года не согласовывается в управлениях или территориальных отделах Роспотребнадзора, ее оценка осуществляется при проведении плановых контрольно-надзорных мероприятий. Исключением является ППК качества и безопасности систем водоснабжения (питьевой воды, горячей воды), которая требует согласования. ФБУЗ «Центр гигиены и эпидемиологии в Липецкой области» предлагает услуги по разработке индивидуальных программ производственного контроля для объектов с учетом вида и профиля деятельности, оказываемых услуг. Основание:
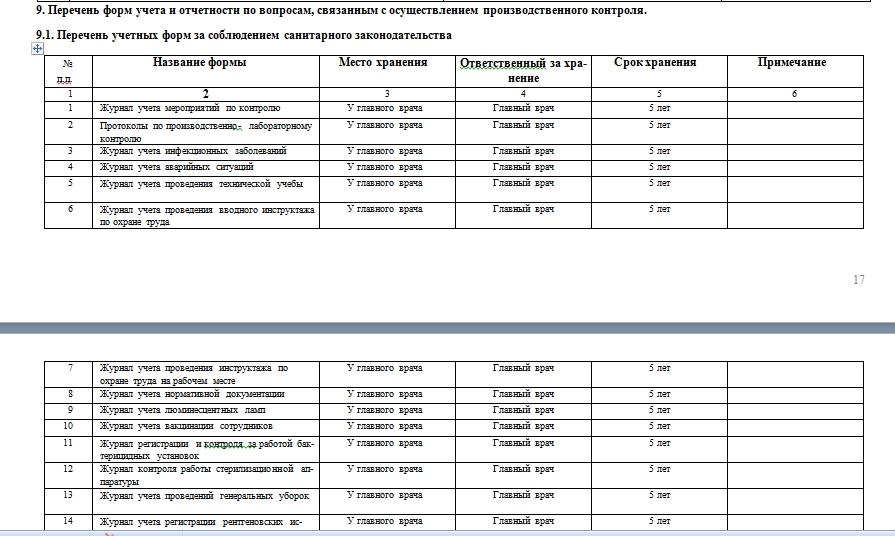
Информация |
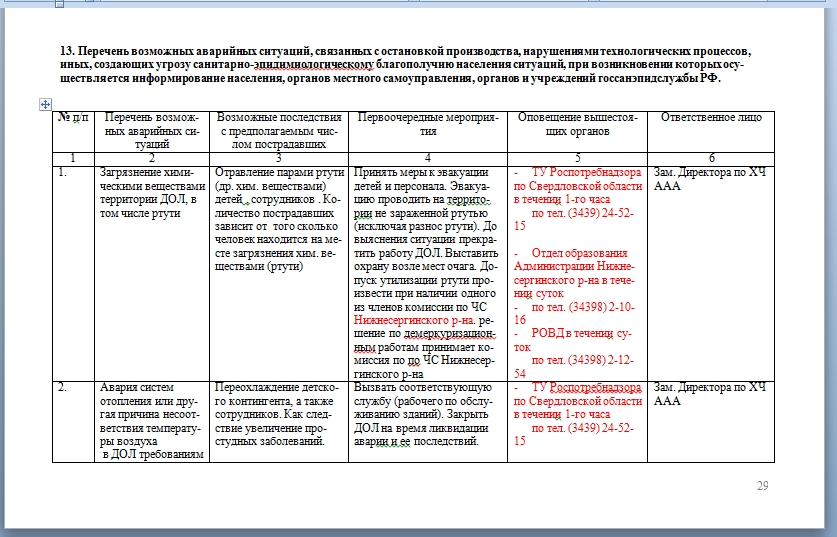
 ситуаций, создающих угрозу санитарно-эпидемиологическому благополучию населения ) и другие.
ситуаций, создающих угрозу санитарно-эпидемиологическому благополучию населения ) и другие.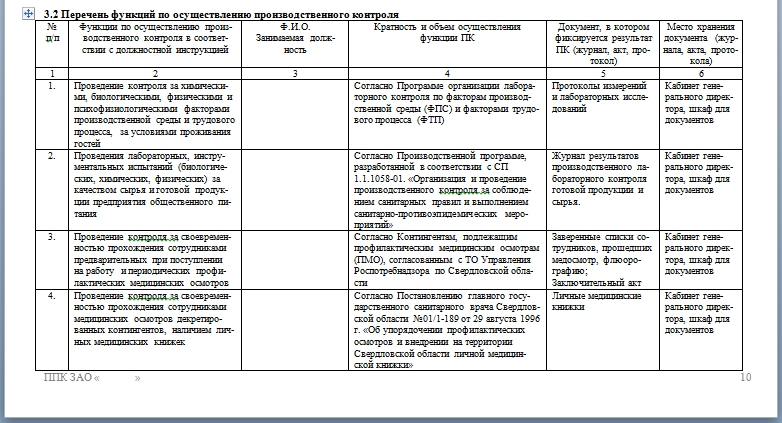 Однако, это всего лишь шаблон и его необходимо адаптировать, чтобы ППК соответствовала специфике именно Вашего объекта (магазина, ресторана, салона красоты, медицинской организации, производства, или любого другого). Примером может служить то, что даже для двух медицинских центров с похожими направлениями врачебной деятельности перечень санитарно-гигиенических мероприятий, объем и виды лабораторных исследований будут отличаться. Это зависит от характера оказываемых услуг, количества рабочих мест, видов процедур, используемого медицинского и диагностического оборудования и ряда других условий.
Однако, это всего лишь шаблон и его необходимо адаптировать, чтобы ППК соответствовала специфике именно Вашего объекта (магазина, ресторана, салона красоты, медицинской организации, производства, или любого другого). Примером может служить то, что даже для двух медицинских центров с похожими направлениями врачебной деятельности перечень санитарно-гигиенических мероприятий, объем и виды лабораторных исследований будут отличаться. Это зависит от характера оказываемых услуг, количества рабочих мест, видов процедур, используемого медицинского и диагностического оборудования и ряда других условий.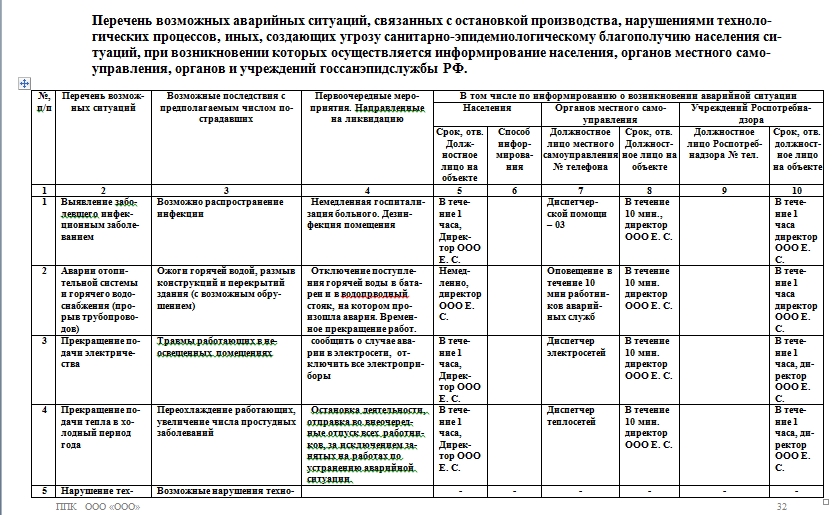 д., в систему производственного контроля также вносятся изменения. Кроме того, необходимо проводить корректировку программы (не реже чем 1 раз в год) на соответствие ее положений требованиям действующего санитарного законодательства.
д., в систему производственного контроля также вносятся изменения. Кроме того, необходимо проводить корректировку программы (не реже чем 1 раз в год) на соответствие ее положений требованиям действующего санитарного законодательства.
Примерная программа производственного контроля для парикмахерской.
Примерная программа производственного контроля для парикмахерской.НАЗАД
СОГЛАСОВАНО УТВЕРЖДАЮ
|
Начальник территориального отдела территориального управления Федеральной службы по надзору в сфере защиты прав потребителей и благополучия человека по ______________ области в ________________________ районе _____________________________________ «____»____________200__ г |
Предприниматель _________________
_________________
«_______»___________200__г. |

ПРОГРАММА ПРОИЗВОДСТВЕННОГО КОНТРОЛЯ
в парикмахерской предпринимателя ___________________
__________________________________________________,
расположенном по адресу: г. ________________
ул. ______________
____________________________________________________
Ответственным за осуществление производственного контроля является : индивидуальный предприниматель _______________________________-.
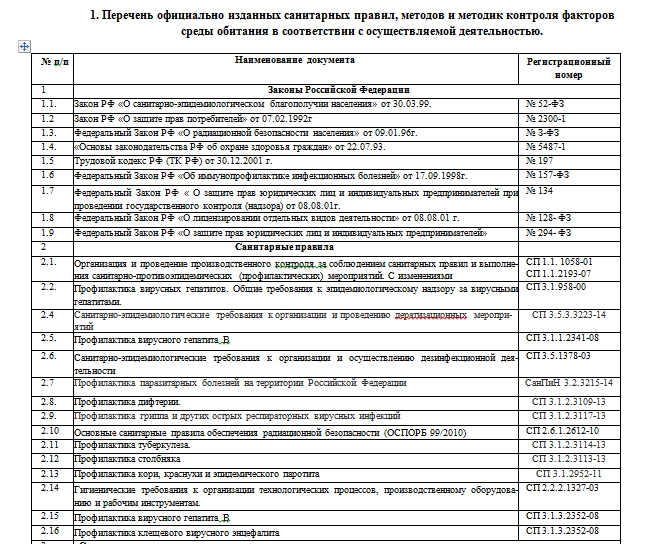
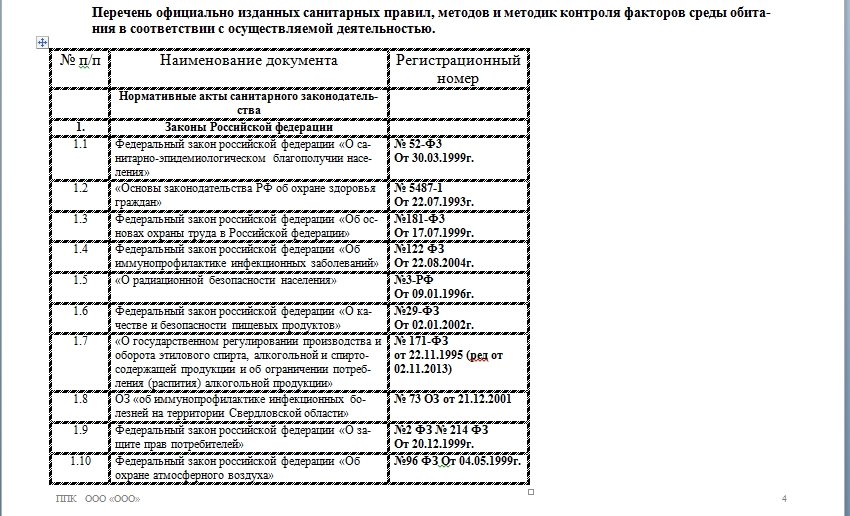
1. На предприятии имеются в наличии следующие нормативные документы:
-
На
предприятии имеются в наличии следующие нормативные документы
Федеральный Закон РФ № 52 ФЗ
от 30.03.99г. «О санитарно-эпидемиологическом
благополучии населения».

- Федеральный Закон РФ № 134 ФЗ от 08.08.2001г. «О защите прав юридических лиц и индивидуальных предпринимателей при проведении государственного контроля (надзора)».
- ГОСТ Р 51391-99 «Изделия парфюмерно-косметические. Информация для
потребителей»
- Санитарные правила СП 1.1.1058-01 «Организация и проведение производственного контроля за соблюдением санитарных правил и выполнением санитарно — противоэпидемических (профилактических) мероприятий»
- Государственные санитарно-эпидемиологические правила и нормативы СанПиН 2.1.2.1199-03 парикмахерские. Санитарно-эпидемиологические требования к устройству, оборудованию и содержанию
-
СП №
4690-88 «Санитарные правила содержания территорий населенных
мест».
2. Периодическим медицинским осмотрам, а также профессиональной гигиенической
подготовке подлежат следующие сотрудники: согласно списка (приложение №1)
3. Потенциальную опасность представляют неблагоприятные факторы производственной среды
Повышенная влажность, повышенная или пониженная температура, повышенная скорость движения воздуха, заниженные уровни освещенности рабочих мест.
4. Перечень услуг, оказываемых парикмахерской, прилагается.
5. Лицом, ответственным за осуществление производственного контроля осуществляются следующие мероприятия:
|
№ |
Мероприятия для контроля |
Кратность проведения |
Исполнители |
|
1. |
Охрана окружающей среды: — не допускать загрязнение атмосферного воздуха, почвы, водоемов — благоустройство, очистка территории, содержание в надлежащей чистоте, сбор мусора, своевременная очистка мусоросборников, вывоз оборотной тары. Вывоз мусора специальным автотранспортом.
|
Постоянно
Ежедневно
Ежедневно |
Предприниматель
По договору
__________________________________________________. |
|
2. |
Соблюдение санитарно – гигиенического режима на предприятии: — уборка помещений и рабочих мест
— проведение генеральной уборки — обработка технологического оборудования — утилизация отходов и тары — проведение санитарного дня — соблюдение личной гигиены и смена спецодежды. |
Постоянно
Ежедневно 2 раза в день 1 раз в неделю В конце раб.смены Не реже 1р.в мес. 1 раз в месяц Постоянно
|
Работники парикмахерской
|
|
3. |
Инженерно – техническое обеспечение предприятия:
— контроль за
исправной работой отопления, — проведение текущих и косметических ремонтов
|
Постоянно |
Предприниматель |
|
4. |
Контроль за наличием сертификатов, санитарно-эпидемиологических заключений и иных документов, подтверждающих безопасность используемых средств, рабочих инструментов и оборудования, а также проводимых услуг.
|
При поступлении
|
Предприниматель |
|
5. |
Проведение мероприятий по дератизации и дезинсекции. |
Постоянно |
По договору с ____ _________________
|
|
6. |
Обеспечение предприятия моющими, чистящими, дезинфицирующими средствами, инвентарем, спецодеждой, средствами личной гигиены. |
Постоянно |
Предприниматель |
|
7. |
Организация периодических медосмотров. |
2 раза в год. |
Предприниматель |
|
8. |
Организация гигиенического обучения работников. |
1 раз в 2 года |
По договору с филиалом ФГУЗ |
|
9. |
Контроль за соблюдением санитарных правил |
Постоянно |
Предприниматель
|
|
10. |
Соблюдение требований к условиям труда работников. Контроль за факторами производственной среды: Микроклиматом(температура, влажность, скорость движения воздуха) ( 3 замера) Освещением ( 4 замера)
Обеспечение работников парикмахерской аптечкой анти-ВИЧ |
2 раз в год (теплый
и холодный периоды). 2 раза в год
постоянно |
Предприниматель
По договору с Филиалом ФГУЗ
Предприниматель
|
|
11. |
Контроль за соблюдением санитарно-эпидемиологического режима — сбор, утилизация волос; — режим дезинфекции ножных и ручных ванн в кабинетах маникюра и педикюра; — режим дезинфекции расчесок, щеток, колпаков; — качеством обработки рабочего инструментария
— наличие достаточного количества инструментария (многоразового использования) для обеспечения качественной дезинфекции, предстерилизационной очистки и стерилизации; — наличие достаточного количества белья — бактериальной обсемененностью воздуха;
|
постоянно — 1 раз в месяц
— 1 раз в месяц
— Ежедневно 1% от партии, подготовленной для стерилизации — 1 раз в месяц
— 1 раз в месяц — 1 раз в квартал
|
Предприниматель Предприниматель
Предприниматель
Предприниматель
Предприниматель
Предприниматель По договору с Филиалом ФГУЗ
|
|
12. |
Учет работы бактерицидного ультрафиолетового облучателя |
постоянно |
Предприниматель
|

6. При возникновении следующих ситуаций следует немедленно известить территориальный отдел территориального управления Федеральной службы по надзору в сфере защиты прав потребителей и благополучия человека по ______________ области в ___________________ районе по телефону 00 – 00 – 00 :
- авария водопроводной и канализационной системы с изливом сточных вод в производственные помещения;
Приложение №1
Список сотрудников для прохождения медицинского
осмотра и гигиенического обучения на 2006 год.
|
№ |
ФИО сотрудника |
Должность |
Медицинский осмотр у дерматовенеролога (отметка о прохождении) |
Отметка о прививках |
Флюорография |
Гигиенич. обучение |
|
|
1 полугодие |
2 полугодие |
||||||
|
1. |
|
парикмахер |
|
|
|
|
|
|
2. |
|
Маникюрша |
|
|
|
|
|
* Профессиональная гигиеническая подготовка проводится при приеме на работу и в
дальнейшем с периодичностью:1 раз в 2 года
* Отметка в графах «медицинский осмотр», «прививки»,
«гигиеническое обучение» делается после прохождения работниками этих
мероприятий.
|
|
УТВЕРЖДАЮ
ПБОЮЛ ______________________
«____» ___________________ 2006г
|
Перечень услуг, оказываемых в парикмахерской
предпринимателя
_______________________
__________________________________________________________________
· Стрижка
· Укладка
· Другие услуги по уходу за волосами
· Окрашивание волос
· Завивка волос
· Укладка
· Окраска бровей, ресниц
· Макияж
· Маски
· Гигиеническая чистка лица и другие косметические процедуры
· Маникюр
· Педикюр
· Дизайн ногтей
· массаж лица и шеи
Образец программы производственного контроля в стоматологии
ДЕПАРТАМЕНТ ОБРАЗОВАНИЯ ГОРОДА МОСКВЫ
ДЕПАРТАМЕНТ ОБРАЗОВАНИЯ ГОРОДА МОСКВЫ ГОСУДАРСТВЕННОЕ БЮДЖЕТНОЕ ПРОФЕССИОНАЛЬНОЕ ОБРАЗОВАТЕЛЬНОЕ УЧРЕЖДЕНИЕ ГОРОДА МОСКВЫ «КОЛЛЕДЖ АВТОМОБИЛЬНОГО ТРАНСПОРТА 9» УТВЕРЖДАЮ Директор ГБПОУ КАТ 9 А. Н. Шишлов
Н. Шишлов
КонсультантПлюс
Постановление Главного государственного санитарного врача РФ от «О введении в действие Санитарных правил — СП 1.1.1058-01» (вместе с «СП 1.1.1058-01. 1.1. Общие вопросы. Организация и проведение производственного
ПодробнееСодержание: 1. Введение
1 Программа (План) производственного контроля за соблюдением санитарных правил и норм, проведением санитарно-противоэпидемических (профилактических) мероприятий в муниципальном бюджетном учреждении дополнительного
ПодробнееПРАКТИЧЕСКИЕ ЗАНЯТИЯ
ПРАКТИЧЕСКИЕ ЗАНЯТИЯ Тема: «Политика в области обеспечения безопасности пищевой продукции». 1. Изучить основные принципы политики в области обеспечения безопасности пищевой продукции. Учебная карта занятия.
Специальная оценка условий труда
Специальная оценка условий труда Лянг Ольга Викторовна, секретарь профильной комиссии МЗ РФ по клинической лабораторной диагностике, вице-президент ФЛМ, к.б.н. Специальная оценка условий труда 426-ФЗ от
Подробнее1. Медицинские осмотры
1. Медицинские осмотры 3.1. В целях предупреждения возникновения и распространения инфекционных заболеваний, массовых неинфекционных заболеваний (отравлений) и профессиональных заболеваний работники колледжа,
Подробнее1. Цель реализации программы
1. Цель реализации программы Целью реализации программы является совершенствование общих и профессиональных компетенций, специалистов среднего медицинского звена, участвующих в инфузионнотрансфузионной
ПодробнееГЛАВА 1 ОБЩИЕ ПОЛОЖЕНИЯ
УТВЕРЖДЕНО Постановление Совета Министров Республики Беларусь 26. 05.2016 412 ПОЛОЖЕНИЕ о порядке проведения экологического аудита ГЛАВА 1 ОБЩИЕ ПОЛОЖЕНИЯ 1. Настоящим Положением определяется порядок проведения
05.2016 412 ПОЛОЖЕНИЕ о порядке проведения экологического аудита ГЛАВА 1 ОБЩИЕ ПОЛОЖЕНИЯ 1. Настоящим Положением определяется порядок проведения
ПРИКАЗ / года
ПРИКАЗ 2015-08-28/10.3 28.08.2015 Об утверждении Комплексного плана работы медицинской службы НОУ СОШ «Академическая гимназия» на 2015-2016 учебный год В соответствии с Федеральным законом от 29.12.2012
ПодробнееАННОТАЦИЯ К РАБОЧЕЙ ПРОГРАММЕ
АННОТАЦИЯ К РАБОЧЕЙ ПРОГРАММЕ по дисциплине «Микробиология, вирусология микробиология полости рта» по направлению подготовки 31.05.03 Стоматология (уровень специалитета) форма обучения очная факультет
ПодробнееПРАВИЛА ДЕЯТЕЛЬНОСТИ
УТВЕРЖДЕНО Общим собранием членов Саморегулируемой организации «Ассоциация частных многопрофильных клиник» Протокол 7 от 12 марта 2012 года 1 ПРАВИЛА ДЕЯТЕЛЬНОСТИ Саморегулируемой организации «Ассоциация
ПодробнееОсобенности обучения по охране труда
1 Обучение работников по охране труда Российским трудовым законодательством понятие охраны труда определяется как система сохранения жизни и здоровья работников в процессе трудовой деятельности, включающая
ПодробнееСестринский уход за новорожденными
ДЕПАРТАМЕНТ ЗДРАВООХРАНЕНИЯ БРЯНСКОЙ ОБЛАСТИ Государственное автономное профессиональное образовательное учреждение «Брянский базовый медицинский колледж» ПРОГРАММА повышения квалификации Сестринский уход
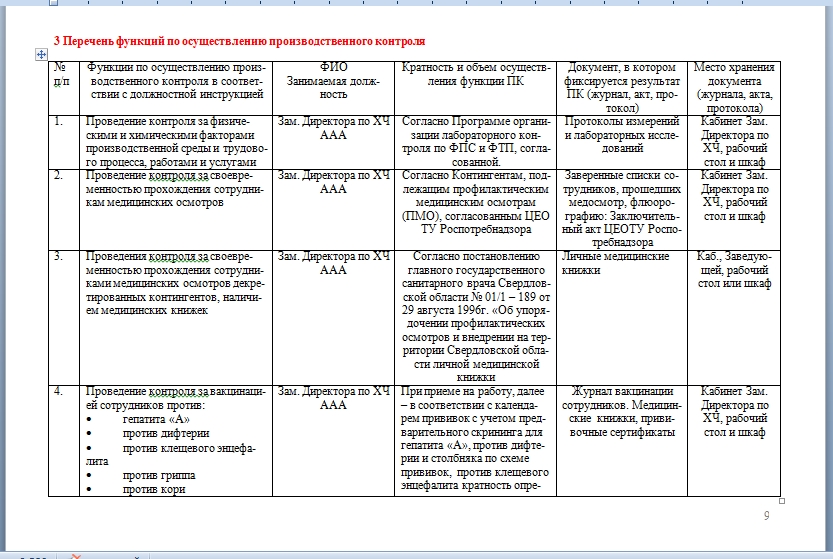
Подробнеепрофилактическая деятельность:
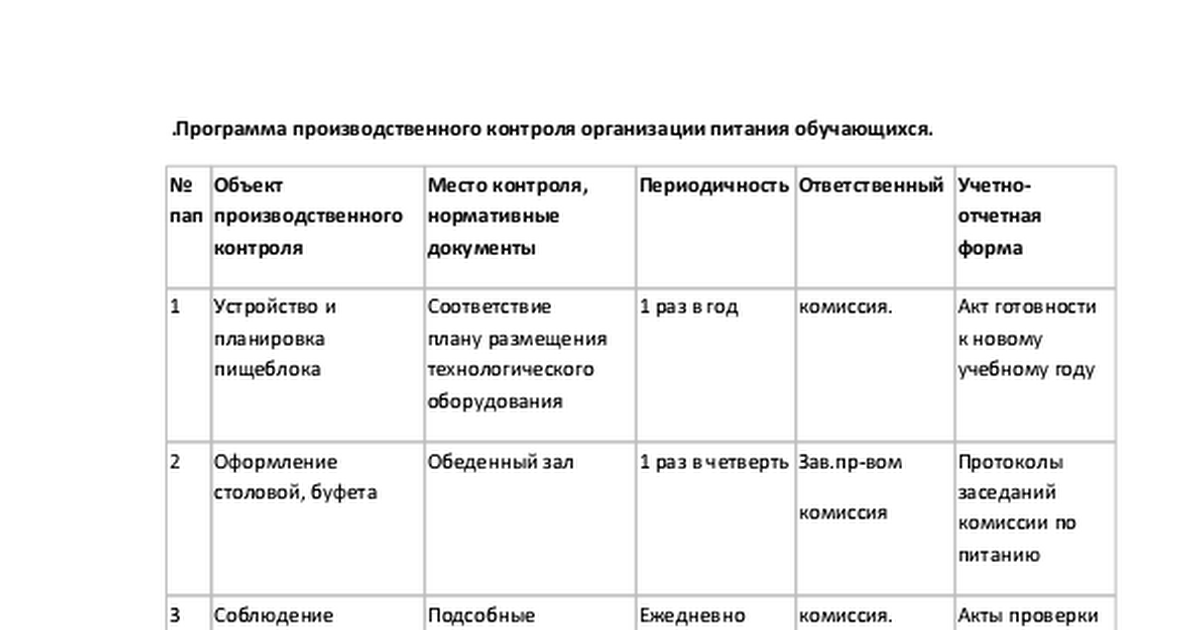
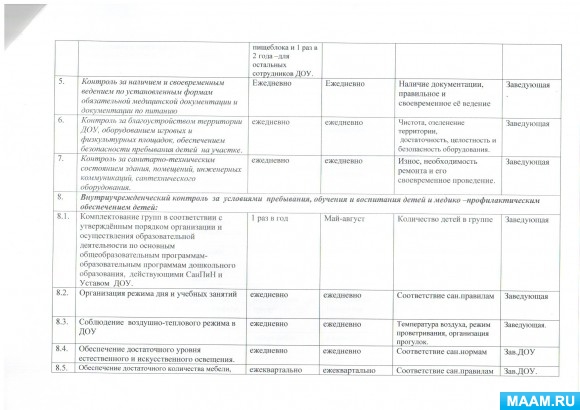
1. об организации питания обучающихся в муниципальных образовательных учреждениях
об организации питания обучающихся в муниципальных образовательных учреждениях
ИСПОЛЬЗУЕМЫЕ СОКРАЩЕНИЯ
СОДЕРЖАНИЕ 1 НОРМАТИВНАЯ БАЗА… 4 2 ХАРАКТЕРИСТИКА ПОДГОТОВКИ ПО СПЕЦИАЛЬНОСТИ… 5 2.1 Цель программы подготовки специалистов среднего звена. 5 2.2 Форма обучения… 5 2.3 Трудоемкость программы подготовки
ПодробнееНОВАЯ СИСТЕМА ОЦЕНКИ УСЛОВИЙ ТРУДА
НОВАЯ СИСТЕМА ОЦЕНКИ УСЛОВИЙ ТРУДА Статьей 37 Конституции Российской Федерации закреплено право каждого работника на труд в условиях, отвечающих требованиям безопасности и гигиены. С начала года в России
ПодробнееКак заполнить план управления процессом для повышения качества продукции
Если вы управляете заводом или покупаете на нем, но не знакомы с планами управления процессами, вам важно понимать их функции и способы их использования. Они не только помогут вам оптимизировать работу вашего завода, но и дадут вам возможность повысить качество вашей продукции.
Они не только помогут вам оптимизировать работу вашего завода, но и дадут вам возможность повысить качество вашей продукции.
Что такое план управления процессом?
Если вы работали в автомобильной промышленности, скорее всего, вы хорошо знакомы с планом управления процессом (обычно называемым «планом управления»).Это один из «основных инструментов», упомянутых в стандарте TS 16949.
Ранее мы обсуждали, почему система хорошего качества так важна для отгрузки неизменно хорошей продукции. Что ж, план контроля — это документ, который определяет, что составляет систему качества.
План управления процессом выглядит так:
В нем перечислены все производственные процессы (если возможно, он также будет включать процессы субпоставщиков). Если вы импортер и не можете тратить много времени на работу со своими поставщиками, минимум, который вам понадобится, — это план контроля качества для определения ожиданий в отношении готовой продукции.
Почему так важен план управления процессом?
Вот как план управления процессом улучшает производственные операции:
- Каждая область процесса знает, что им нужно делать с точки зрения качества, и они знают, как оценивается их работа.
- Он показывает, существует ли система качества, и дает информацию, необходимую для оценки наличия в этой системе пробелов.
- Менеджер по качеству может составить план улучшения процесса на основе обнаруженных им недостатков.
- Высшее руководство может установить график аудита, который проверяет, соблюдается ли план.
- Это вселяет в клиентов большую уверенность в способности организации обеспечивать хорошее качество.
Как заполнить план управления процессом
Теперь, когда мы понимаем, почему план управления процессом важен для вашего производства, нам нужно понять, как он работает. В коротком видео ниже я покажу вам план управления, который мы недавно разработали для электронного продукта.
Давайте рассмотрим пример этого документа более подробно. Чтобы разбить это на части, мы разделили план на две части: левую и правую. Мы рассмотрим, какие элементы покрывает каждая сторона.
Мы рассмотрим, какие элементы покрывает каждая сторона.
Левая сторона
В столбцах слева перечислены этапы процесса или продукты (обычно закупаемые у внешних поставщиков) , подлежащие контролю :
Вот типичные буквенные обозначения для специальных характеристик:
- A = Критично для качества (CTQ), требуются очень конкретные действия
- B = Необходимо контролировать функциональные размеры и, следовательно, допуски
- C = Требуется мониторинг, но требуется меньше ресурсов
Часто задаваемые вопросы (FAQ)
Вот несколько вопросов, которые часто задают команде CMC по этому разделу:
- Зачем указывать, является ли этап процесса CTQ?
Очевидно, что все, что есть CTQ, требует более жесткого контроля. - Как узнать, на какие проблемы следует обратить внимание?
Эта информация нужна нам при планировании контроля. Вы можете просто проследить этапы процесса и подумать, «какие элементы управления здесь необходимы?». FMEA процесса — еще один инструмент, который очень поможет, и его следует приветствовать перед началом работы над планом контроля процесса. - Зачем также включать товары от поставщиков?
Мусор на входе, мусор на выходе. Вам абсолютно необходимо проверять качество поступающего материала в дополнение к вашим внутренним процессам. - Должны ли мы делать это для каждой производимой нами единицы товара?
Наверное, нет. Более разумно иметь 1 план управления для каждого семейства продуктов (если продукты в одном семействе разделяют большинство этапов процесса).
 Вы можете просто проследить этапы процесса и подумать, «какие элементы управления здесь необходимы?». FMEA процесса — еще один инструмент, который очень поможет, и его следует приветствовать перед началом работы над планом контроля процесса.
Вы можете просто проследить этапы процесса и подумать, «какие элементы управления здесь необходимы?». FMEA процесса — еще один инструмент, который очень поможет, и его следует приветствовать перед началом работы над планом контроля процесса.Правая сторона
Столбцы справа включают стандарт и допуск , метод контроля и отбор проб и план реакции (т.е. что делать в случае обнаружения отклонений:
Часто задаваемые вопросы (FAQ)
Опять же, несколько часто задаваемых вопросов, которые мы получаем в наших консультационных проектах:
- Разве выполнение всей этой работы по контролю качества не занимает много времени? Да, это требует времени. Но чем раньше вы обнаружите проблему, тем меньше потребуется осмотра, сортировки и доработки, а также тем меньше материала придется утилизировать.
- Так нужно ли нанимать много инспекторов? Нет! Добавьте это в рабочий распорядок ваших производственных операторов (например, «отмеряйте 1 штуку каждый раз, когда маленький контейнер заполняется»). И это позволит вам избавиться от большей части персонала, занятого контролем качества в конце линии.
- Есть какие-нибудь советы, чтобы не тратить на это много времени? Очевидно, что лучше всего защищать от ошибок ваши процессы таким образом, чтобы это не добавляло работы операторам.К сожалению, это не всегда возможно или реально.
 Но чем раньше вы обнаружите проблему, тем меньше потребуется осмотра, сортировки и доработки, а также тем меньше материала придется утилизировать.
Но чем раньше вы обнаружите проблему, тем меньше потребуется осмотра, сортировки и доработки, а также тем меньше материала придется утилизировать.На практике
Этот инструмент обычно называют «планом управления» в автомобильной промышленности. И тому есть веская причина. В нем перечислены не только элементы управления процессами, но также элементы управления продуктом.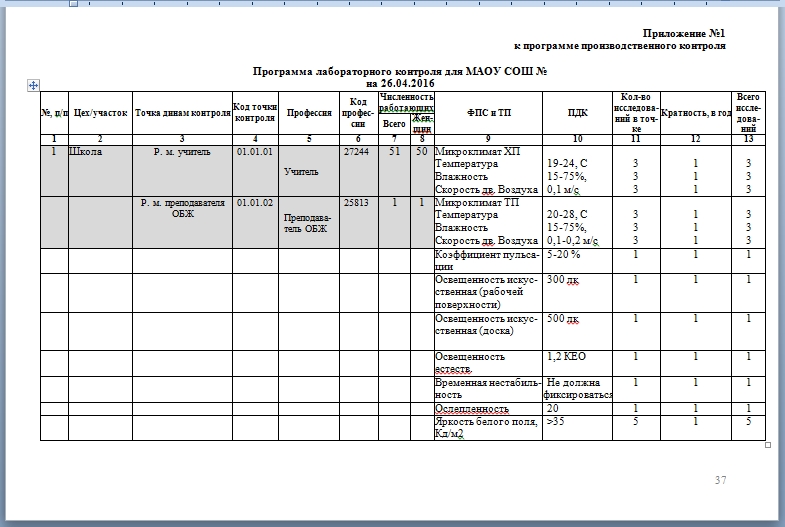
Например, если план включает все операции в четырех стенах одного завода, в нем следует указать, что проверяется во время входящего контроля качества (на деталях, полученных от поставщиков) и во время исходящего контроля качества (на готовой продукции, перед они отправляются покупателям).
Если завод состоит из нескольких цехов, также может иметь смысл проводить приемочные инспекции всех партий, полученных из цехов, расположенных выше по потоку. Все это проверяется на деталях самих товаров.
Адаптация планов управления процессами для других областей производства
План контроля обычно поддерживается профессионалами в области качества. Также может использоваться для профилактического обслуживания производственного оборудования.
Вот пример плана профилактического обслуживания.Знакомо? Большинство столбцов могут быть одинаковыми, и их можно превратить в контрольный список для специалистов по обслуживанию.
Это не должно вызывать удивления. Убедиться, что машины, инструменты и т. Д. Находятся в хорошем состоянии и работают по назначению, является неотъемлемой частью управления процессом!
Убедиться, что машины, инструменты и т. Д. Находятся в хорошем состоянии и работают по назначению, является неотъемлемой частью управления процессом!
В заключение
План управления процессом — это документ, который составляет основу системы управления процессом. В Китае немногие производители проделали тяжелую работу по разработке и обновлению.И они входят в 1% лучших в своих отраслях.
Что вы думаете о создании системы и плана управления технологическим процессом? Используете ли вы в настоящее время такой, как я описал выше, в ваших производственных операциях? Если да, то каковы ощутимые преимущества или недостатки, которые вы испытали?
Для тех из вас, кто работает в Китае, повезло ли вам или вашим поставщикам их реализовать?
Пожалуйста, оставьте свой комментарий ниже. Будем рады услышать от вас!
Пример плана управления, шаблон и PPT
В плане контроля перечислены все точки проверки продукции и процессов, необходимые для получения бездефектного результата, и он необходим для поддержания контроля над процессом в долгосрочной перспективе.
См. Обучающий файл PPT в плане управления и шаблон Excel для упрощенного шаблона.
Хотя пример плана управления на этой странице связан с производством, ту же концепцию можно адаптировать к любому количеству физических или транзакционных рабочих процессов.
Вот простой план управления сборкой на заводе по производству мебели —
Столбцы плана контроляСтолбцы в плане контроля
Следующие столбцы составляют типичный план контроля —
| Столбец плана управления | Описание | ||
|---|---|---|---|
| НОМЕР ДЕТАЛИ / ПРОЦЕССА | Обычно это номер шага процесса, который соответствует как схеме процесса, так и PFMEA | ||
| НАЗВАНИЕ ПРОЦЕССА очистить / ОПИСАНИЕ | каждый шаг процесса, т.е.е., «Прикрутите винты 1 и 2» | ||
| МАШИНА, ПРИСОЕДИНЕНИЕ ДЛЯ УСТРОЙСТВА, ИНСТРУМЕНТЫ ДЛЯ MFG | Устройства и ссылочные номера (также указанные на самих устройствах) для основных элементов, необходимых для выполнения задачи, т. е. «Электрический отвертка 987-01A1 ” е. «Электрический отвертка 987-01A1 ” | ||
| ХАРАКТЕРИСТИКИ — НОМЕР | Это справочный номер для каждой отслеживаемой характеристики. Планы управления обычно отслеживают характеристики продукта и процесса . Например, при производстве одноразовой кофейной чашки характеристикой продукта может быть общая высота чашки, а характеристикой процесса может быть температура отверждения клея, соединяющего верхнюю часть чашки с дном. | ||
| ХАРАКТЕРИСТИКИ — ПРОДУКТ | Если контролируемая характеристика связана с самим продуктом, введите краткое описание характеристики, например, «Момент затяжки». | ||
| ХАРАКТЕРИСТИКИ — ПРОЦЕСС | Если отслеживаемая характеристика относится к процессу, введите краткое описание характеристики, например, «Температура клея». | ||
| CTQ? | Отметьте «Да», если характеристика является CTQ (критично для качества).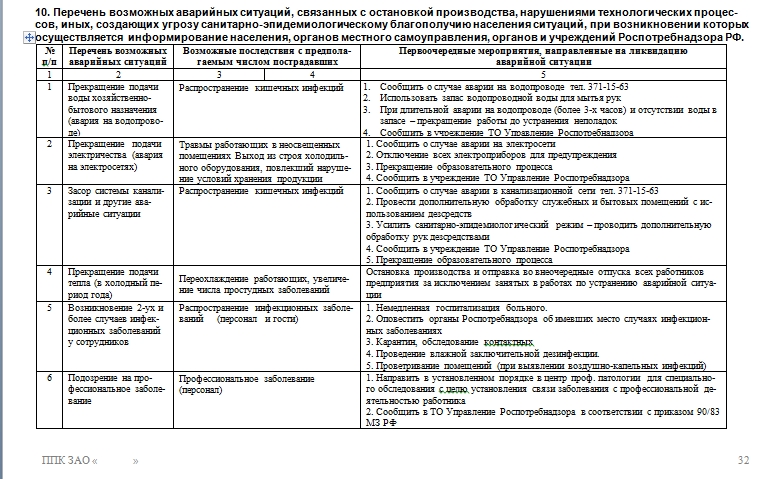 | ||
| ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ И ДОПУСКИ ПРОДУКТА / ПРОЦЕССА | Обратите внимание на конкретную спецификацию продукта или процесса и допуск на контролируемую характеристику, например, «Момент затяжки винта от 26 до 29 дюйм-фунтов» | ||
| ОЦЕНКА / ИЗМЕРЕНИЕ МЕТОДИКА | Обратите внимание на метод, используемый для измерения характеристики, т. Е. «Цифровые штангенциркули». | ||
| РАЗМЕР ОБРАЗЦА | Если случайная выборка отбирается из производства с некоторой частотой, обратите внимание на размер выборки.Например, для некоторых контрольных диаграмм обычно используется размер выборки 5. Это также называется размером подгруппы в контрольной диаграмме. | ||
| ЧАСТОТА ВЫБОРКИ | Отметьте, сколько раз в смену или час должна быть измерена группа проб | ПЛАН РЕАКЦИИ | Обратите внимание, как сотрудник должен реагировать, если обнаружено отклоняющееся условие. |
Хотя планы управления Excel очень полезны, все больше компаний переходят на облачные инструменты совместной работы для планов управления.Мы взяли вышеуказанный план контроля и ввели его на Monday.com примерно через 20 минут. Вот несколько скриншотов и комментариев.
11 шагов для создания плана управления процессом
Около двух лет назад я писал о трех инструментах улучшения процессов, которые мы используем наиболее часто. И сегодня я хотел бы более подробно остановиться на одном из них — плане управления процессом.
Что такое план управления процессом?
Это обзор всех имеющихся средств управления вместе с этапами процесса, обычно на производственном предприятии.«Контроль» может принимать несколько форм. Вот несколько примеров:
- 100% плюшевых игрушек проходят металлодетектор
- Автоматическое устройство визуального контроля проверяет правильность установки всех компонентов
- Оператор использует датчик «годен / не годен» для подтверждения размера
- Инспектор в конце линии сканирует штрих-код, чтобы убедиться в его правильности
Формат этого плана относительно стандартный. Я показываю наши на видео ниже. AIAG предлагает немного другой шаблон.Но ключевая идея состоит в том, чтобы сделать всю систему видимой и напомнить людям о необходимости сосредоточиться на более важных шагах.
Я показываю наши на видео ниже. AIAG предлагает немного другой шаблон.Но ключевая идея состоит в том, чтобы сделать всю систему видимой и напомнить людям о необходимости сосредоточиться на более важных шагах.
Если вы не видите видео выше, нажмите эту ссылку, чтобы посмотреть его на YouTube.
Каковы этапы создания плана управления процессом?
Я спросил у одного из наших инженеров, который особенно опытен в этом отношении, и он дал мне список из 11 шагов . Если вы хотите выполнять это упражнение «по книге», это отличное руководство.
1. Создайте многофункциональную группу
Если кто-то из отдела качества работает только над этим, есть две проблемы:
- Она может упустить некоторые важные моменты, неправильно оценить критичность и т. Д.
- Отправка готового плана «через стену» обычно неэффективна, если люди, которым необходимо его применить, не участвовали в разработке этого плана.

По крайней мере, вовлекайте производство, инженера-технолога и кого-то, кто находится в тесном контакте с заказчиком (ами).Если этот продукт был разработан собственными силами, привлечите R&D. Закупки также должны быть вовлечены, по крайней мере, когда обсуждение касается входящего контроля качества компонентов.
2. Просмотрите и подтвердите блок-схему
Обязательно иметь хорошее представление о этапах процесса. Эта информация попадает в левые столбцы документа.
3. Просмотрите и подтвердите особые характеристики
С точки зрения целостности и хорошего понимания того, что клиент считает очень важным, команда может решить, какие шаги являются критическими, а какие — важными.очень важно vs. менее важно.
На этом этапе FMEA процесса может очень помочь в указании на высокие риски, которые необходимо устранить. Это всегда отличный вклад.
4. Просмотрите и подтвердите метод контроля
Исходя из важности шагов и предполагаемых рисков, команда решает, какие меры контроля имеют смысл.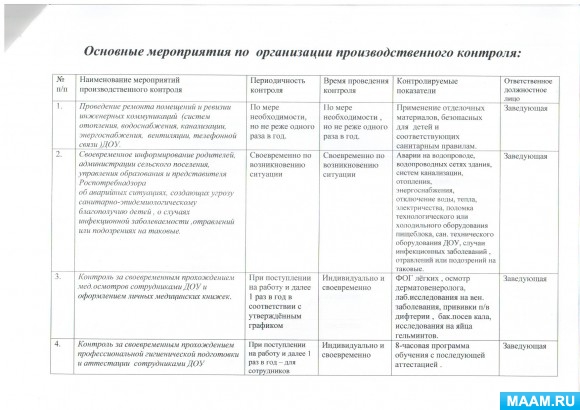
Фабрика должна тратить ресурсы там, где они больше всего нужны. Покажите им, как эффективно контролировать риски, иначе они с меньшей вероятностью будут придерживаться этого подхода с течением времени.
5. Проверьте метод отбора проб
Это тесно связано с пунктом 4. Проверка точки на 100% частей может потребовать гораздо больше усилий, чем, например, «1 из 10 частей».
6. Проверить эффективность системы измерения
Проверка ради проверки бесполезна. Действительно ли обнаруживаются несоответствующие детали? Отложены ли некоторые подходящие детали? Это отдельная тема, и она заслуживает внимания.
7. Подтвердите ответственное лицо
Кто будет нести основную ответственность за применение плана управления процессом и его адаптацию с течением времени по мере появления новых рисков, новых проблем и новых требований потребителей?
8.Подтвердите процесс эскалации
Когда решение должно быть принято руководством более высокого уровня, к кому переходит команда?
9.
 Написать проект плана контроля
Написать проект плана контроляЗаполните оставшиеся столбцы. Обучайте людей. Адаптируйте рабочие инструкции операторов и инспекторов. Наблюдайте, по крайней мере, во время пробного запуска или серийного производства.
10. Обзор и доработка
Это черновик и его нужно развивать! Некоторые элементы управления могут быть чрезмерно обременительными, плохо определенными, не иметь четких критериев и так далее.Точно так же могут появиться новые проблемы, требующие дополнительных элементов управления.
Каждый раз инженер-технолог должен пересматривать соответствующие рабочие инструкции и объяснять изменения операторам.
11. Контроль за внедрением в среднесрочной и долгосрочной перспективе
Итак, план нужно придерживаться. Никакого возврата к старому образу жизни!
Если в команде имеется достаточная поддержка, если это было переведено в четкие рабочие инструкции, если проводятся периодические аудиты, и если высшее руководство (и, возможно, крупный заказчик) оказывает давление, чтобы сохранить это на месте, есть хорошие шансы, что план будет эффективным.
*****
Планы управления процессом являются частью вашей стратегии? Используете ли вы список, аналогичный тому, что я здесь показываю, или у вас есть что добавить, чего нет?
Оставляйте любые моменты и вопросы, которые могут у вас возникнуть, в комментариях ниже.
Sofeast: гарантия качества в Китае или Вьетнаме для начинающих [электронная книга]
Эта бесплатная электронная книга показывает импортерам, которые только начинают передавать производство на аутсорсинг в Китай или Вьетнам, пять ключевых основ проверенной стратегии обеспечения качества, а также показывает некоторые распространенные ловушки, в которые импортеры попадают и , как их избежать или преодолеть, чтобы избежать получить наилучшие производственные результаты.
Готовы получить копию? Нажмите кнопку ниже:
План управления| Разработка плана контроля
Как разработать план контроля
План контроля должен быть разработан кросс-функциональной группой (CFT), которая имеет представление о контролируемом или улучшаемом процессе. Используя CFT, вы, вероятно, обнаружите больше возможностей для улучшения процесса. План контроля — это больше, чем просто форма для заполнения. Это план, разработанный командой для контроля процесса и обеспечения производства качественных деталей, отвечающих требованиям клиентов.Информация, содержащаяся в плане контроля, может происходить из нескольких источников, включая, помимо прочего, следующие:
Используя CFT, вы, вероятно, обнаружите больше возможностей для улучшения процесса. План контроля — это больше, чем просто форма для заполнения. Это план, разработанный командой для контроля процесса и обеспечения производства качественных деталей, отвечающих требованиям клиентов.Информация, содержащаяся в плане контроля, может происходить из нескольких источников, включая, помимо прочего, следующие:
На протяжении жизненного цикла продукта информация, содержащаяся в приведенном выше списке, часто изменяется или содержание увеличивается. Поэтому План контроля должен быть живым документом, который постоянно обновляется по мере добавления новой информации. Таким образом, План контроля является неотъемлемой частью эффективной системы качества продукции.
Три уровня планов контроля
Перед завершением разработки плана контроля команда должна определить надлежащий уровень, соответствующий контролируемому процессу.Существует три обозначения уровня плана управления в зависимости от того, на какой стадии находится продукт в процессе внедрения нового продукта (NPI). Они следующие:
Они следующие:
- Прототип — этот план управления уровнем должен включать в себя описание измеряемых размеров, а также тесты материалов и производительности, которые должны быть выполнены во время сборки прототипа
- Предварительный запуск — этот уровень плана управления должен содержать описания измеряемых размеров, а также тесты материалов и производительности, которые должны быть выполнены после прототипа, но до запуска продукта и регулярного производства.
- Производство — этот уровень плана контроля должен содержать исчерпывающий перечень особых характеристик продукта и процесса, средства контроля процесса, методы измерения и тесты, которые будут проводиться в ходе обычного производства.
Формат плана управления
Существует множество вариантов формы, используемой для документирования плана контроля.Большинство используемых форм находится в формате Excel, хотя для многих инструментов качества, включая планы контроля, доступны специальные пакеты программного обеспечения. В следующем разделе будет описано, какая общая информация должна быть заполнена в каждом из блоков. Типы планов контроля различаются в зависимости от контролируемого процесса.
В следующем разделе будет описано, какая общая информация должна быть заполнена в каждом из блоков. Типы планов контроля различаются в зависимости от контролируемого процесса.
- Уровень плана контроля — необходимо установить соответствующий флажок, чтобы указать уровень или тип разрабатываемого плана контроля
- Номер плана контроля — введите соответствующий номер, который будет указан в плане контроля, как в вашей системе контроля документов.
- Номер детали / последнее изменение — в это поле необходимо ввести номер детали, указанный на чертеже.
- Дополнительно должен быть указан соответствующий уровень изменения или пересмотра.План управления следует пересматривать и обновлять при каждом изменении уровня или редакции детали или сборки. План контроля должен быть живым документом.
- Название / описание детали — в это поле следует ввести название и описание детали или процесса, которым управляют.
- Имя процесса является предпочтительным, если План управления охватывает семейство деталей, произведенных в одном процессе
- Поставщик / завод — введите название компании и завода / подразделения, разрабатывающего план контроля
- Код поставщика — ваш назначенный код поставщика должен быть введен, если деталь производится для внешнего клиента
- Основное контактное лицо / телефон — Имя и контактная информация (номер телефона, адрес электронной почты) основного контактного лица, ответственного за план контроля
- Основная группа — введите имена ЦФТ, подготовившего план контроля
- Дата утверждения поставщика / завода — после получения утверждения от клиента введите дату получения утверждения
- Другое одобрение / Дата — введите любую дополнительную информацию об одобрении и дату, если требуется
- Дата Исходная — Здесь должна быть указана дата первоначального завершения Плана управления
- Date / Rev — Вставьте дату последней редакции плана управления, выпущенного в это поле
- Техническое одобрение заказчика / Дата — при необходимости получите информацию об инженерном одобрении заказчика и введите в этом месте
- Утверждение качества клиента / Дата — При необходимости получите информацию об утверждении представителя по качеству клиента и введите в этом месте
- Другое одобрение / Дата — введите любую дополнительную информацию об одобрении и дату, если требуется
- Номер детали / процесса — информация для этого столбца взята из последовательности операций.
- Номера деталей могут быть введены для сборки, а в некоторых приложениях вводится номер шага процесса из последовательности операций
- Название процесса / Описание операции — введите информацию из блок-схемы процесса, которая описывает выполняемую операцию в этом столбце.
- Станок / Устройство / Приспособления / Инструмент для производства — в этом столбце укажите оборудование, станки, приспособления, приспособления и другие инструменты, необходимые для выполнения конкретной технологической операции, перечисленной в соответствующей строке
Характеристики Раздел
В этом разделе Плана управления описаны конкретные характеристики продукта или процесса, которые, возможно, необходимо контролировать и документировать.Характеристика может быть связана с продуктом или процессом, а данные могут быть переменными или атрибутивными данными. При составлении плана управления часто путают разницу между характеристиками продукта и процесса.
- Номер — этот столбец используется для присвоения номера, соответствующего информации в потоке процесса, рабочих инструкций или пронумерованной печати
- Продукт — Характеристики продукта — это физические характеристики или свойства сборки или детали, обычно описываемые на чертеже, которые можно измерить после завершения процесса.Не все размеры или характеристики отпечатка должны быть указаны в плане контроля. Команда должна определить ключевые или критические характеристики и собрать их из различных источников. Особые, ключевые или критические характеристики исходят из анализа DFMEA, печатных обзоров, исторической информации о продукте или процессе и отзывов клиентов. Если ключевые характеристики продукта для конкретной операции отсутствуют, оставьте это поле пустым.
- Процесс — В этом столбце команда должна определить ключевые характеристики, относящиеся к процессу.Примерами могут служить установка динамометрического инструмента или ориентация деталей в приспособлении. Если ключевые характеристики процесса для конкретной операции отсутствуют, оставьте это поле пустым. Для одной характеристики продукта может быть указано несколько характеристик процесса. Ключевые характеристики процесса могут происходить из PFMEA или знания команды о производительности процесса.
- Классификация специальных характеристик — Введите букву, обозначающую соответствующую классификацию любых специальных характеристик.Список обозначений ниже:
- D — Типовой дизайн
- P — процесс
- R — нормативный
- OS — Безопасность оператора
 Если ключевые характеристики процесса для конкретной операции отсутствуют, оставьте это поле пустым. Для одной характеристики продукта может быть указано несколько характеристик процесса. Ключевые характеристики процесса могут происходить из PFMEA или знания команды о производительности процесса.
Если ключевые характеристики процесса для конкретной операции отсутствуют, оставьте это поле пустым. Для одной характеристики продукта может быть указано несколько характеристик процесса. Ключевые характеристики процесса могут происходить из PFMEA или знания команды о производительности процесса.Раздел о методах
Информация, содержащаяся в разделе методов, включает спецификации, которые необходимо измерить, и план сбора данных и управления процессом. Данные могут быть переменными или атрибутивными.
- Спецификация продукта / процесса / Допуск — Перечислите спецификацию и допуск, как определено на чертеже, спецификации материала, 3D-модели или в производственной или сборочной документации
- Оценка / Методика измерения — Определите измерительные инструменты, приборы, приспособления и / или испытательное оборудование, используемые для оценки спецификации детали или процесса, перечисленных в предыдущем столбце. Для обеспечения сбора правильных, непротиворечивых данных, пригодных для использования, рекомендуется использовать анализ измерительной системы (MSA).
- Размер выборки — если требуется выборка, укажите соответствующий размер выборки или количество деталей или узлов, которые должны быть измерены / оценены в ходе процесса
- Частота выборки — если требуется выборка, укажите частоту, с которой будут производиться выборки во время процесса. Например, частота может быть 1-й, 25-й и последней, или она может быть непрерывной.
- Control Method / Prevention — в этом столбце должны быть перечислены меры предотвращения и / или документы, которые потребуются оператору для завершения этапа процесса. Сюда должны входить рабочие инструкции, чертежи, наглядные пособия и т. Д.
- Метод контроля / обнаружение — Информация в этом столбце важна для эффективности Плана контроля. В этом столбце должны быть перечислены любые средства контроля обнаружения, определенные группой во время предыдущих мероприятий плана качества, включая DFMEA и PFMEA. Эти методы могут включать, но не ограничиваются этим, статистический контроль процессов (SPC), визуальный осмотр, сбор атрибутных данных, проверку ошибок и т. Д. В этом поле также может быть указан номер документа или процедуры. Эффективность выбранного контроля следует оценивать на регулярной основе.
- План реагирования — в этом столбце должны быть указаны действия, необходимые для предотвращения производства несоответствующей продукции. Ответственность за эти действия должен нести оператор и / или их непосредственный руководитель.Они должны включать как минимум то, как маркировать, идентифицировать и помещать в карантин несоответствующий материал, а также как правильно распоряжаться подозрительным материалом, частями или сборками. Кроме того, план реагирования должен включать инструкции по надлежащему документированию инцидента и о том, кто должен быть уведомлен о несоответствии.
 Для обеспечения сбора правильных, непротиворечивых данных, пригодных для использования, рекомендуется использовать анализ измерительной системы (MSA).
Для обеспечения сбора правильных, непротиворечивых данных, пригодных для использования, рекомендуется использовать анализ измерительной системы (MSA). Эти методы могут включать, но не ограничиваются этим, статистический контроль процессов (SPC), визуальный осмотр, сбор атрибутных данных, проверку ошибок и т. Д. В этом поле также может быть указан номер документа или процедуры. Эффективность выбранного контроля следует оценивать на регулярной основе.
Эти методы могут включать, но не ограничиваются этим, статистический контроль процессов (SPC), визуальный осмотр, сбор атрибутных данных, проверку ошибок и т. Д. В этом поле также может быть указан номер документа или процедуры. Эффективность выбранного контроля следует оценивать на регулярной основе. Планы управления могут различаться в зависимости от типа контролируемого процесса. Существует множество различных приложений, в которых план управления может повысить ценность процесса.Ниже приведены несколько примеров различных приложений:
Существует множество различных приложений, в которых план управления может повысить ценность процесса.Ниже приведены несколько примеров различных приложений:
- Процесс настройки оборудования, в котором основной причиной отклонений процесса является правильная настройка оборудования перед запуском в производство
- Основной процесс, связанный с технологией оснастки оборудования, при котором основное влияние на вариации оказывает влияние срока службы инструмента на конструктивные характеристики детали или изделия
- Процесс, доминирующий над оператором, когда изменения в процессе являются результатом знаний или обучения оператора и надлежащих средств управления
План управления может быть очень эффективным инструментом для уменьшения количества брака, образующегося в процессе.Это может быть очень полезно для повышения качества и сдерживания любого несоответствующего продукта до того, как он покинет рабочую ячейку. Это наиболее эффективно при включении в более крупный план качества. План управления такой же, как и любой другой инструмент, в том смысле, что для получения максимальной отдачи вы должны знать, как его правильно использовать. Вашим командам потребуется обучение и инструктаж, чтобы внедрить эффективную систему плана контроля. Если вы хотите узнать больше о методологии плана контроля, свяжитесь с одним из наших опытных профессионалов в Quality-One.
План управления такой же, как и любой другой инструмент, в том смысле, что для получения максимальной отдачи вы должны знать, как его правильно использовать. Вашим командам потребуется обучение и инструктаж, чтобы внедрить эффективную систему плана контроля. Если вы хотите узнать больше о методологии плана контроля, свяжитесь с одним из наших опытных профессионалов в Quality-One.
Пример — планы контроля
Доступно множество примеров контрольных панелей, и этот пример (используется с разрешения DMAICTools.com) показывает трехэтапную операцию сборки на заводе по производству мебели (щелкните здесь, чтобы увидеть пример плана управления):
пример плана контроляВот несколько важных комментариев по поводу этого примера плана контроля, иллюстрирующих эффективные и крайние методы контроля —
Шаг процесса № 1 — проверка ошибок, a.k.a. Надежный контроль процесса
На первом этапе процесса оператор по сборке размещает детали в приспособлениях для сборки.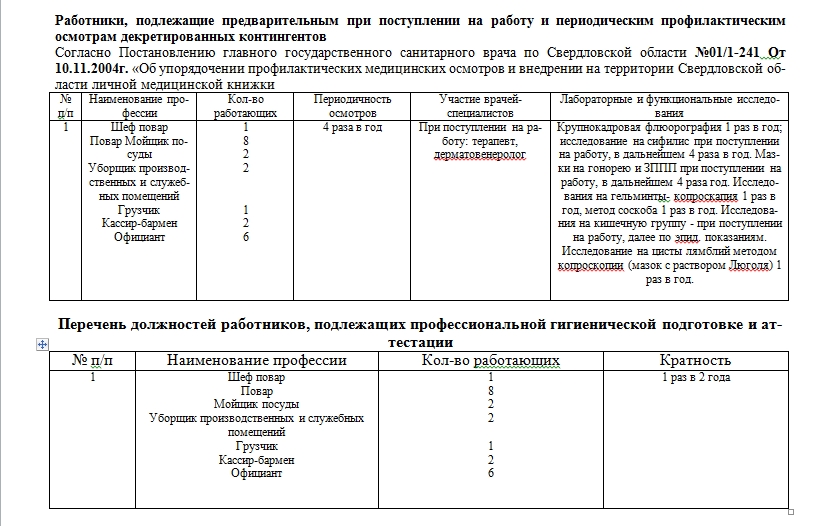 Вместо того, чтобы полагаться на осмотр (который никогда не бывает на 100% эффективным), инженеры-технологи спроектировали сборочное приспособление таким образом, чтобы детали нельзя было неправильно разместить для сборки. Процесс с защитой от ошибок — это процесс, в котором невозможно создать дефект — это лучшая форма управления процессом!
Вместо того, чтобы полагаться на осмотр (который никогда не бывает на 100% эффективным), инженеры-технологи спроектировали сборочное приспособление таким образом, чтобы детали нельзя было неправильно разместить для сборки. Процесс с защитой от ошибок — это процесс, в котором невозможно создать дефект — это лучшая форма управления процессом!
Характеристика № 2D — Контроль глубины шнека — Слабый контроль процесса
Признак № 2D касается винта, который после сборки находится заподлицо.В случае этого плана контроля подгруппа из пяти проб отбирается ежечасно и проверяется функциональным прибором «годен / не годен». Затем результаты наносятся на p-диаграмму, которая представляет собой SPC процента дефектов (диаграмма статистического контроля процесса). Это слабый этап управления процессом, который приведет к высокому числу приоритета риска в PFMEA.
Если базовая способность процесса по глубине шнека не является выдающейся (шесть сигм = Cpk 2,0 или лучше), выборка из 5 штук в час потенциально может позволить небольшому количеству дефектов ускользнуть из процесса, позволяя процессу в течение нескольких дней без обнаружения. Даже если проблема обнаружена в 5 образцах, план реагирования требует только 100% сортировки продукции с момента последней проверки (всего один час производства). Лучшим средством контроля в этом случае будет датчик глубины на отвертке, чтобы остановить процесс и не дать отвертке втягиваться, если винт не был заподлицо.
Даже если проблема обнаружена в 5 образцах, план реагирования требует только 100% сортировки продукции с момента последней проверки (всего один час производства). Лучшим средством контроля в этом случае будет датчик глубины на отвертке, чтобы остановить процесс и не дать отвертке втягиваться, если винт не был заподлицо.
Что такое план контроля?
План контроля — это живой документ, в котором излагаются методы, используемые для контроля качества критически важных входов с целью получения выходных данных, соответствующих требованиям потребителей.Он также предоставляет письменное описание измерений, проверок и проверок, проводимых для управления производственными частями и процессами. Документ используется в PPAP при изменении процесса или при внедрении нового процесса. Планы управления постоянно обновляются, чтобы отражать обновления в реальном времени.
Взаимосвязь: план управления — PFMEA — Схема управления процессом
Важно отметить прямую связь плана управления со схемой управления процессом и PFMEA . Эти элементы PPAP являются источником прямых входных данных для плана управления. Эти входы включают:
Эти элементы PPAP являются источником прямых входных данных для плана управления. Эти входы включают:
- Возможный отказ режимов
- Возможные последствия отказов
- Возможные причины неисправностей
- Предупредительные меры, направленные на устранение риска возникновения сбоев.
3 типа планов контроля
Опытный образецПлан управления прототипом применим, если компонент находится на ранней стадии разработки.Сюда входят описания измерений размеров, материалов и тестов производительности, проводимых во время разработки прототипа.
ПредпусковойПлан предпускового контроля применяется, когда завершена фаза прототипа компонента, но полное производство еще не утверждено. Сюда входят измерения размеров, материалы и эксплуатационные испытания, проводимые после завершения этапа прототипа.
Производство План управления производством применяется, когда компонент находится в полном производстве. План включает в себя характеристики, средства контроля процесса, испытания и измерения, проводимые на протяжении всего производства.
План включает в себя характеристики, средства контроля процесса, испытания и измерения, проводимые на протяжении всего производства.
Краткое содержание плана управления
1. Общие детали и информация о поставщике- Каталожный номер
- Название и контактная информация поставщика
- Даты утверждения и ревизии
- Номер детали / процесса — соответствует шагам в PFMEA и блок-схеме процесса.
- Название и описание процесса — подробно описывает, что выполняет каждый этап процесса.
- Справочные номера устройств — перечисляет любые специальные инструменты или машины, используемые для выполнения этапа процесса.
- Номер характеристики — Ссылка на уникальный номер каждой проверяемой характеристики.
- Характеристика продукта или процесса (то или иное)
- Характеристика продукта — Если проверяемая характеристика относится к продукту, тогда поле продукта будет заполнено описанием (т.е.е. глубина винта).
- Характеристика процесса — Если проверяемая характеристика относится к процессу, то поле процесса будет заполнено описанием (например, закрутите винт под углом 45 градусов).
- Признак критичности к качеству (CTQ) — поле помечено буквой Y для да и N для нет, если характеристика важна для качества.

- Спецификация и допуск — отмечает любую уникальную спецификацию и допуск для каждого проверяемого продукта или характеристики процесса.
- Метод оценки — описывает методику измерения, используемую для оценки каждой проверяемой характеристики.
- Образец (только если метод оценки включает образец)
- Размер выборки — количество технологических образцов или деталей, взятых для проверки с производства (т. е. 5 частей).
- Частота отбора проб — интервал, с которым отбирается каждая проба (т.е. проба проверяется ежечасно).
- Размер выборки — количество технологических образцов или деталей, взятых для проверки с производства (т.
- Метод управления — определяет, как поддерживается контроль для каждой характеристики (т.е. с защитой от ошибок).
- План реагирования — описывает реакцию монитора процесса в случае возникновения непредвиденных условий (т. Е. Повторная проверка всех продуктов, произведенных после последней проверки).
 е. 5 частей).
е. 5 частей).Почему план контроля важен?
Разработка плана контроля не только помогает поставщикам диагностировать проблемы качества , но также помогает им устранять производственные отходы и поддерживать последовательность. Кроме того, поставщики используют планы контроля, чтобы установить методы управления процессами во время производства и не дать проблемам перерасти в нечто более опасное.Внедрение планов контроля помогает поставщикам преодолеть критические проблемы и сосредоточиться на моментах, которые наиболее важны для их клиентов, таких как качество продукции, эффективность процессов и сокращение расходов.
Ищете помощь по планам контроля, PPAP или другим областям качества? В RGBSI мы предлагаем полный спектр услуг для управления жизненным циклом качества (QLM), которые оптимизируют инициативы производственной цепочки поставок.Организации автомобильного, аэрокосмического и других инженерных сегментов используют наш опыт для проверки, управления и оценки своих текущих процессов.
Нужна помощь в управлении жизненным циклом качества? Запросить .
Примеры планов управления
План контроля качества определяет меры контроля качества, которые применяются к любому процессу или набору процессов, цель которых — создание продукта, будь то услуга или материальный продукт.Планы контроля устанавливаются не только при реализации продукции, они также используются, например, для предотвращения профессиональных рисков, в ситуациях, связанных с территориальной безопасностью, санитарной безопасностью или безопасностью пищевых продуктов.
Планирование
Важность планирования имеет решающее значение, поскольку профессионализм и компетентность менеджеров в любой области могут быть измерены в соответствии с планами, которые они могут составить, и, прежде всего, по эффективности, достигнутой при их выполнении.Среди различных типов планов планы контроля занимают приоритетное положение, так же как и Стратегический план или планы действий в чрезвычайных ситуациях.
Что касается планов и их исполнения, то гуру, который предпочитал плохой план, хорошо выполненный, сказал, что великолепный план плохо выполнен.
Перед тем, как войти, необходимо сказать, что можно не использовать какие-либо инструменты управления, полностью игнорировать, что такое модель управления и какие инструменты управления
были разработаны и успешно работают, и все же развивать бизнес-проект. .Эти организации учатся сами по себе и на ходу, открывая колесо на каждом шагу. Среди них некоторые быстро осознают важность планов, умение обдумывать вещи и почти в то же время важность донесения плана до всей организации, необходимость изложить его в письменной форме. Они также видят, что наиболее важной и самой сложной частью планов является их эффективное выполнение, из чего возникает необходимость определения соответствующих ресурсов (человеческие ресурсы, инфраструктура и рабочая среда, если мы посмотрим на структуру ISO 9001). .
Они также видят, что наиболее важной и самой сложной частью планов является их эффективное выполнение, из чего возникает необходимость определения соответствующих ресурсов (человеческие ресурсы, инфраструктура и рабочая среда, если мы посмотрим на структуру ISO 9001). .
Новое изобретение колеса
Изобретать колесо заново — это учиться на собственном опыте тому, что уже написано или сделано. Как и в других технических дисциплинах, существует однозначная и структурированная научная поддержка, в менеджменте мы не можем найти связанную фигуру. Основная причина в том, что мы участвуем в этом, люди, наделяя систему сложностью, которая делает каждый случай уникальным, хотя в глубине души проблемы и их решения хорошо известны. По этой причине организации постоянно изобретают велосипед.
ISO 9001, в области управления организациями, закладывает фундамент неисчислимой значимости. Сейчас мы находимся в стадии, когда некоторые менеджеры успевают сказать: вот у нас есть менеджмент ISO, как недавно сказал мне владелец компании.
Как составляется план контроля качества?
Первое, что нам нужно знать, это то, что план контроля качества — это конечный результат более крупного процесса, процесса проектирования процесса. Например, если компании необходимо произвести новый продукт, план контроля качества устанавливается на основе деятельности по преобразованию сырья в указанном продукте.План контроля качества может и должен определять способ производства продукта. Определите даже, как производить продукт без необходимости его контролировать. По крайней мере, не так, как мы понимаем контроль.
Мы должны четко понимать, что цель не в том, чтобы контролировать, а в том, чтобы сделать продукт, отвечающий требованиям.Разработка способа производства продукта и способа контроля качества производимого продукта (определенного в Плане контроля качества) — это разработка процесса жизненного цикла продукта.
Сосредоточившись исключительно на разработке Плана контроля качества, зарегистрированного, как мы уже говорили, в процессе разработки процесса, основными этапами, которые приводят к его получению, являются:
1. Полностью определить, какие этапы включает производство (или предоставление услуг), какие производственные средства будут использоваться (машины и инструменты), какое сырье, сколько людей и какие компетенции они должны иметь, какие рабочие процедуры будут используются, какие правовые и нормативные аспекты влияют, каковы требования к продукту и т. д.
Полностью определить, какие этапы включает производство (или предоставление услуг), какие производственные средства будут использоваться (машины и инструменты), какое сырье, сколько людей и какие компетенции они должны иметь, какие рабочие процедуры будут используются, какие правовые и нормативные аспекты влияют, каковы требования к продукту и т. д.
На практике большая часть этой информации обычно определяется графически в документе, который называется синоптическим процессом (также известный как блок-схема процесса и другие варианты). Краткое описание процесса поэтапно структурирует рабочее поле, которое будет использоваться на протяжении всего процесса разработки плана управления. Как указано выше, дизайн плана может изменить способ работы и / или обогатить его. С помощью которых он будет изменять и / или добавлять новые элементы в синоптику.
2.Проанализируйте риски, связанные с выполнением каждого из определенных этапов. Этот анализ, широко известный как FMEA (Анализ вида отказа и его последствий), оценивает и оценивает каждый из рисков, связанных с производством или предоставлением услуг, в соответствии с его серьезностью, возникновением (вероятностью возникновения) и обнаружением (вероятностью того, что проблема обнаруживается, когда она появляется), чтобы получить произведение трех индексов, называемых индексом приоритета риска.
План контроля качества призван гарантировать соответствие конечного продукта требованиям.Для достижения этой цели кажется логичным сначала проанализировать, что может пойти не так, а что нет. FMEA — это не что иное, как структурированный метод, позволяющий выявить слабые места процесса и получить взвешивание этих рисков.
FMEA основан на процессе реализации разработанного продукта, включая контроль качества, который может уже существовать. Этот метод применяется не только к процессам, но и к средствам производства и дизайну продукции. В FMEA мы должны оценить каждый идентифицированный риск, назначив отметку в 3 наиболее важных факторах: тяжесть, возникновение и обнаружение.Присвоение оценки должно быть максимально объективным, и для этого устанавливаются некоторые критерии для выставления оценок.
Факторы, подлежащие оценке, дополняют друг друга и имеют одинаковое значение для конечного результата, поскольку в конце рассчитывается произведение трех.
Наиболее распространенным является присвоение баллов от 1 до 10 по каждому фактору, при этом вычисляемый индекс представляет собой число от 1 до 1000.
Фактически план контроля разрабатывается во время реализации FMEA.Организация может установить уровень риска, начиная с которого следует вводить средства управления или изменять элементы процесса, снижающие его. Как уже предупреждалось, наши действия могут иметь следующий эффект для снижения уровня риска:
a. Уменьшите серьезность риска.
г. Уменьшить вероятность того, что это произойдет, или
c. Увеличьте способность обнаружения.
Воздействие любого из этих факторов снижает уровень риска. В автомобильной отрасли довольно распространена практика установления допустимого уровня риска в 100.
Любой риск, связанный с получением более высокой оценки, должен быть уменьшен путем внесения некоторых изменений или дополнительного контроля в процесс.
3. Задокументируйте план контроля. Если мы правильно выполнили предыдущие этапы, у нас будет вся необходимая информация для этого. Цель состоит в том, чтобы задокументировать как минимум следующее:
a.